您当前的位置:首页>论文资料>SNAM氨汽提中压系统的控制与改造
内容简介
 第1期 2012年1月
第1期 2012年1月中氮肥
M-Sized Nitrogenous Fertilizer Progress
SNAM氨汽提中压系统的控制与改造
王斌,张昊或,栗晓辉
(河南煤业化工集团中原大化公司,河南濮阳457000)
【中图分类号】TQ441.41
No.1 Jan.2012
【文献标识码】B
[文章编号】10049932(2012)01003202
中原大化公司SNAM氨汽提尿素装置是国内第1套从意大利引进的氨汽提尿素生产装置,设计生产能力1760Vd,1990年5月5日投产。相比Stamicarbon的CO,汽提法尿素生产工艺,氨汽提工艺的氨碳比控制比较高(NH,/CO,摩尔比为3.5),增加了后系统的分解回收负荷。若在较低压力下分解并加以回收,再送回合成系统,需添加大量的水。这样将导致水碳比增加,转化率下降,并形成恶性循环。若通过降低温度来增加冷凝吸收效果:文受限于冷却水的温度并有析出固相的危险。因此氨汽提工艺要设中压系统,而且对应整个系统来说,中压系统控制的好坏直接关系到系统的正常运行与否。增加中压系统,能使相当多的氨以纯氨的形式回收,这样就降低了碳铵液中的氨碳比,有利于吸收。因此,中压系统的控制对整个尿素装置能否正常运
行起着至关重要的作用。 1中压分解回收工艺流程
离开汽提塔底部的尿液减压到1.7MPa进入降膜式中压分解器E102,同时高压系统的少量未冷凝气体(来自分离器V101)亦进人E102。 E102分两部分,尿液减压后首先进人其顶部分离器V102,将闪蒸出来的气体排走,然后液体流人下部管束,即分解部分,使残留的甲铵受热而继续分解。
离开E102的液体送低压系统。离开V102的气体与来自低压系统的碳铵液(经中压碳铵液泵P103加压)汇合,然后送往真空预浓缩器 E113的管间进行气体吸收,放出的吸收热和冷
【收稿日期]2011-06-20
【修稿日期]2011-07-12
【作者简介】王斌(1982一),男,河南辉县人,河南大学化学工程与工艺专业本科毕业,助理工程师。
凝热用来蒸发尿液。
离开E113管间的气液混合物被送往中压冷凝器E106进一步冷却。离开E106的气液混合物进入中压吸收塔C101。塔项得到纯的气氨进入氨冷新器E109,并进人液氨忙槽V105。中压氨泵P105将出液氨贮槽V105底部的液氨加压,除一部分作为C101回流外,其余部分经高压泵 P101送人高压系统。
2中压系统出现的问题及改进措施 2
2.1E106结晶堵塞及改进措施
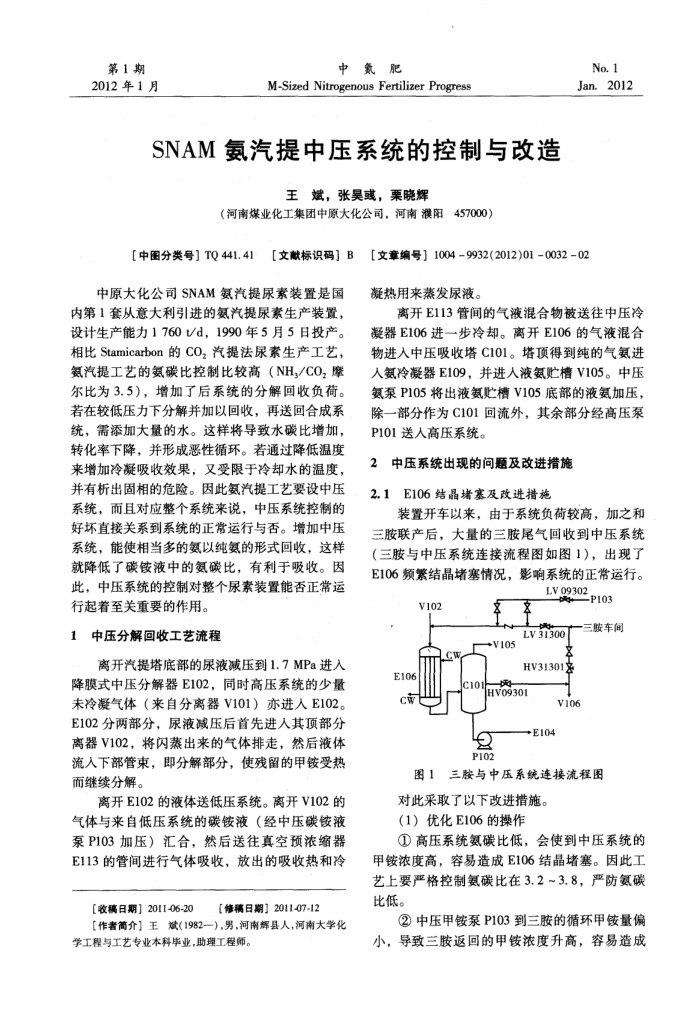
装置开车以来,由于系统负荷较高,加之和三胺联产后,大量的三胺尾气回收到中压系统(三胺与中压系统连接流程图如图1),出现了 E106频繁结晶堵塞情况,影响系统的正常运行。
LV09302
P103
V102
E106 cw
CW
区
LV31300
+V105
b
HV31301文
C101F
HV09301
V106
西 P102
+E104
三胺车间
图1三胺与中压系统连接流程图
对此采取了以下改进措施。(1)优化E106的操作
①高压系统氨碳比低,会使到中压系统的甲铵浓度高,容易造成E106结晶堵塞。因此工艺上要严格控制氨碳比在3.2~3.8,严防氨碳比低。
②中压甲铵泵P103到三胺的循环甲铵量偏小,导致三胺返回的甲铵浓度升高,容易造成
上一章:恩德粉煤气化装置空喷塔改造工艺计算
下一章:常压吸收塔改造项目综述