氨汽提法尿素装置中压甲铵冷凝器防结垢工艺优化
内容简介
 第49卷第2期 2011年4月
第49卷第2期 2011年4月化肥设计
Chemical Fertilizer Design
Apr.2011・29・
氨汽提法尿素装置中压甲铵冷凝器
防结垢工艺优化
余志文,程忠振
(中国五环工程有限公司,湖北武汉430223)
摘要:针对氨汽提法尿素装中压甲铵冷凝器管侧冷却水结垢的问题,对2套解决方策进行了比较,选用蒸汽冷凝演密闭据环冷卸方索对循环冷却水系统进行了工艺优化设计。
关键词:承素装置;中压甲铁冷凝器:蒸汽冷凝液密闲循环;防结垢:优化
中图分类号:TQ441.41
文献标识码:A
文章编号:10048901(2011)02002902
Process Optimization for Anti-Fouling of Carbamate Condenser
in Urea Plant withAmmonia Stripping Method
YU Zhi-wen,CHENC Zhong- zhen
(China Wuhuan Engiseering Company Lad. , Wuhan Hubei 430223China)
Abstract;ln alusion to problem for eooling water fouling in the tube side of middle presure carbamale condenser in the urea plant with ammonia stripping method,author has made a comparison for the twe solution schemes,optimal process design has executed for the circular cooling water system u-sing the closed circulation cooling scheme by steam condensate.
Key words:urea plant; middle pressure carbamate condenser; elosed circulation by steam condensale; anti-fouling; optimization
1中压甲铵冷凝器结垢问题
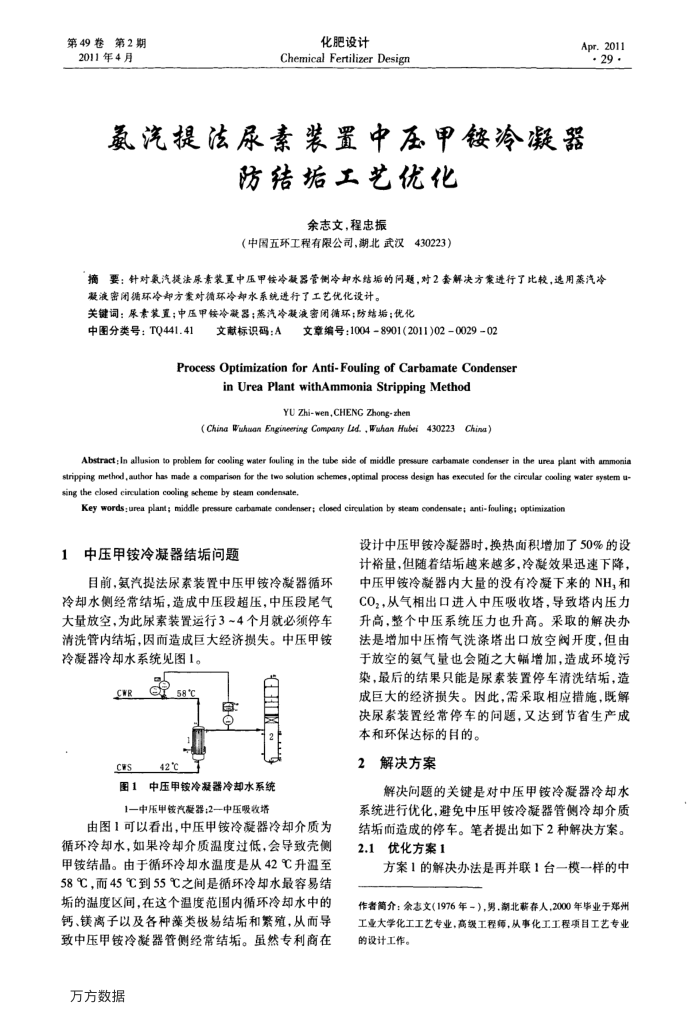
目前,氨汽提法尿素装置中压甲铵冷凝器循环冷却水侧经常结垢,造成中压段超压,中压段尾气大量放空,为此尿素装置运行3~4个月就必须停车清洗管内结垢,因而造成巨大经济损失。中压甲铵冷凝器冷却水系统见图1。
58℃
CWR
CHS
42℃
白
图1中压甲铵冷凝器冷却水系统 1―中压甲铰汽凝器;2-中压吸收塔
由图1可以看出,中压甲铵冷凝器冷却介质为循环冷却水,如果冷却介质温度过低,会导致壳侧甲铵结晶。由于循环冷却水温度是从42℃升温至 58℃,而45℃到55℃之间是循环冷却水最容易结垢的温度区间,在这个温度范围内循环冷却水中的钙、镁离子以及各种藻类极易结垢和素殖,从而导致中压甲铵冷凝器管侧经常结垢。虽然专利商在
万方数据
设计中压甲铵冷凝器时,换热面积增加了50%的设计裕量,但随结垢越来越多,冷凝效果迅速下降,中压甲铵冷凝器内大量的没有冷凝下来的NH,和 CO,从气相出口进入中压吸收塔,导致塔内压力升高,整个中压系统压力也升高。采取的解决办法是增加中压情气洗涤塔出口放空阀开度,但由于放空的氢气量也会随之大幅增加,造成环境污染,最后的结果只能是尿素装置停车清洗结垢,造成巨大的经济损失。因此,需采取相应措施,既解决尿系装置经常停车的问题,又达到节省生产成本和环保达标的目的。
2
解决方案
解决问题的关键是对中压甲铵冷凝器冷却水
系统进行优化,避免中压甲铵冷凝器管侧冷却介质结垢而造成的停车。笔者提出如下2种解决方案。 2.1
优化方案1
方案1的解决办法是再并联1台一模一样的中
作者简介:余志文(1976年-),男,潮北薪春人,2000年毕业于郑州工业大学化工工艺专业,高级工程师,从事化工工程项目工艺专业的设计工作。