TK5200-18/2600同步电机定子故障应急检修
内容简介
 小氮肥第42卷第3期2014年3月硫回收工艺流程
小氮肥第42卷第3期2014年3月硫回收工艺流程1
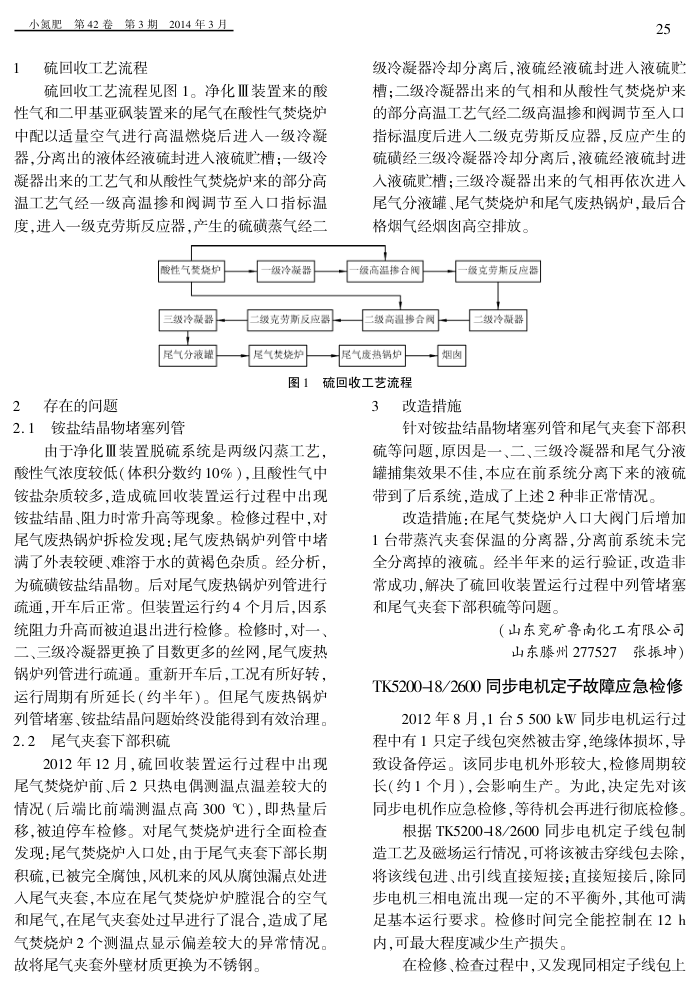
硫回收工艺流程见图1。净化血装置来的酸
性气和二甲基亚砜装置来的尾气在酸性气焚烧炉中配以适量空气进行高温燃烧后进入一级冷凝器,分离出的液体经液硫封进人液硫贮槽;一级冷凝器出来的工艺气和从酸性气焚烧炉来的部分高温工艺气经一级高温掺和阀调节至人口指标温度,进人一级克劳斯反应器,产生的硫确气经二
酸性气楚烧炉三级冷凝器上尾气分液罐
2存在的问题
2.1铵盐结晶物堵塞列管
一级冷凝器
25
级冷凝器冷却分离后,液硫经液硫封进入液硫槽;二级冷凝器出来的气相和从酸性气烧炉来的部分高温工艺气经二级高温掺和阀调节至人口指标温度后进人二级克劳斯反应器,反应产生的硫磺经三级冷凝器冷却分离后,液硫经液硫封进人液硫贮槽;三级冷凝器出来的气相再依次进人尾气分液罐、尾气焚烧炉和尾气废热锅炉,最后合格烟气经烟肉高空排放。
一级高温掺合阀
级克劳斯反应器
t
二级克劳斯反应器
尾气葵烧炉
二级高温掺合阀
尾气度热锅炉烟窗
图1硫回收工艺流程
3改造措施
二级冷凝器
针对铵盐结晶物堵塞列管和尾气夹套下部积
由于净化皿装置脱硫系统是两级闪蒸工艺
酸性气浓度较低(体积分数约10%),且酸性气中铵盐杂质较多,造成硫回收装置运行过程中出现铵盐结晶、阻力时常升高等现象。检修过程中,对毫气废热钢炉拆检发现:尾气废热炉列管电堵满了外表较硬、难溶于水的黄褐色杂质。经分析,为硫磺铵盐结晶物。后对尾气废热锅炉列管进行疏通,开车后正常。但装置运行约4个月后,因系统阻力升高而被迫退出进行检修。检修时,对一、二、三级冷凝器更换了目数更多的丝网,尾气废热锅炉列管进行蔬通。重新开车后,工况有所好转运行周期有所延长(约半年)。但尾气废热锅炉列管堵塞、铵盐结晶间题始终没能得到有效治理。 2.2尾气夹套下部积硫
2012年12月,硫回收装置运行过程中出现尾气熨烧炉前、后2只热电偶测温点温差较大的情况(后端比前端测温点高300℃),即热量后移,被道停车检修。对尾气费烧炉进行全面检香发现:尾气樊烧炉入口处,由于尾气夹套下部长期积硫,已破完全腐蚀,风机来的风从腐蚀漏点处进人尾气夹套,本应在尾气焚烧炉炉膛混合的空气和尾气,在尾气夹套处过早进行了混合,造成了尾气焚烧炉2个测温点显示偏差较大的异常情况。故将尾气夹套外壁材质更换为不锈钢。
硫等题,原因是一、二、三级冷凝器和尾气分液罐捕集效果不佳,本应在前系统分离下来的液硫带到了后系统,造成了上述2种非正常情况。
改造措施:在尾气焚烧炉入口大阀门后增加
1台带蒸汽夹套保温的分离器,分离前系统未完全分离掉的液硫。经半年来的运行验证,改造非常成功,解决了硫回收装置运行过程中列管堵塞和尾气夹套下部积硫等间题。
(山东兖矿鲁南化工有限公司山东滕州277527张振坤)
TK5200-18/2600同步电机定子故障应急检修
2012年8月,1台5500kW同步电机运行过程中有1只定子线包突然被击穿,绝缘体损坏,导致设备停运。该同步电机外形较大,检修周期较长(约1个月),会影响生产。为此,决定先对该同步电机作应急检修,等待机会再进行彻底检修
根据TK5200-18/2600同步电机定子线包制
造工艺及磁场运行情况,可将该被击穿线包去除,将该线包进、出亏线直接短接:直接短接后,除同步电机三相电流出现一定的不平衡外,其他可满足基本运行要求。检修时间完全能控制在12h 内,可最大程度减少生产损失
在检修、检查过程中,又发现同相定子线包上
上一章:废润滑油再生工艺的应用
下一章:HT-L粉煤气化配套变换工艺设计