您当前的位置:首页>论文资料>微细电解射流喷射装置研制与工艺试验
内容简介
 微细电解射流喷射装置研制与工艺试验
微细电解射流喷射装置研制与工艺试验黄巍赵建社
李脑晖
张立鑫徐坤
(南京航空航天大学机电学院,南京210016)
文摘为提高微细电解射流加工效率及加工质量,研制了专用喷射装置,并利用该装置进行了初步工艺试验。结果证明该装置保证了电解液在其腔体中能够得到充分“负极化”,且能获得满足加工要求的稳定破确长度,满足了电解射流加工试验要求。
关键词电解射流加工,喷射装置,负极化,破碑长度,微细电解加工
Developmentand Technological Test of MicroElectrochemical JetMachiningDevice
HuangWei
LiBinghui
ZhaoJianshe
Zhang Lixin
(Nanjing University of Aeronautics and Astronautic,Nanjing210016)
XuKun
Abstract Micro electrochemical jet machining (EJM) possesses some unique advantages,such as high efficien cy and good machining surface quality. For improving the efficiency and machining quality,a special jet device was de-signed and manufactured, and preliminary processing experiments were performed with the device. The results show that electrolyte can be sufficiently "cathodic polarized" in the cavity of the device and the stable breakup length of e lectrolyte stream is long enough to machine,so the device meets the requirements for processing experiments.
Key wordsElectrochemical jet machining, Injection device, Cathodic polarization, Breakup length, Electro chemical Micromachining
1引言
随若精密器械产品朝着高性能、高可靠性以及集成化的方向快速发展,在产品零件中出现了大量形状各异的微结构,对于航空航天、精密器械产品中广泛存在的尺寸为100wm~1.5mm的微细孔、窄槽、细缝、微型凹坑、微细刻痕等微结构的加工,目前已经发展了多种微尺度加工方法,主要有微细切削和微细特种加T技术,其中微细特种加工技术占据主导地位,主要包括微细电火花加工、微细电解加工、激光加工、LIGA 技术、电子束加工、离子束加工以及它们的复合、组合加工(2-3)。每一种制造技术都有其显著的优点,也有其自身的局限性。微细电解射流加工是基于电化学阳极溶解原理,以离子为单位去除材料,如果结合机床数控运动,可实现微细孔、窄槽、细缝、微型叫坑、微细刻痕等各种微结构的高质量加工,具备较高的加工柔性。电解液喷射装置是电解射流加工系统中的关键部件之,直接决定了整个加工系统的可靠性和适用性,从而影响加工的深径比、加工尺寸和形状精度。
加工原理 2
微细电解射流加工工艺是在电液束小孔加工的基收稿日期:2009-1022修同日期:2009-1203
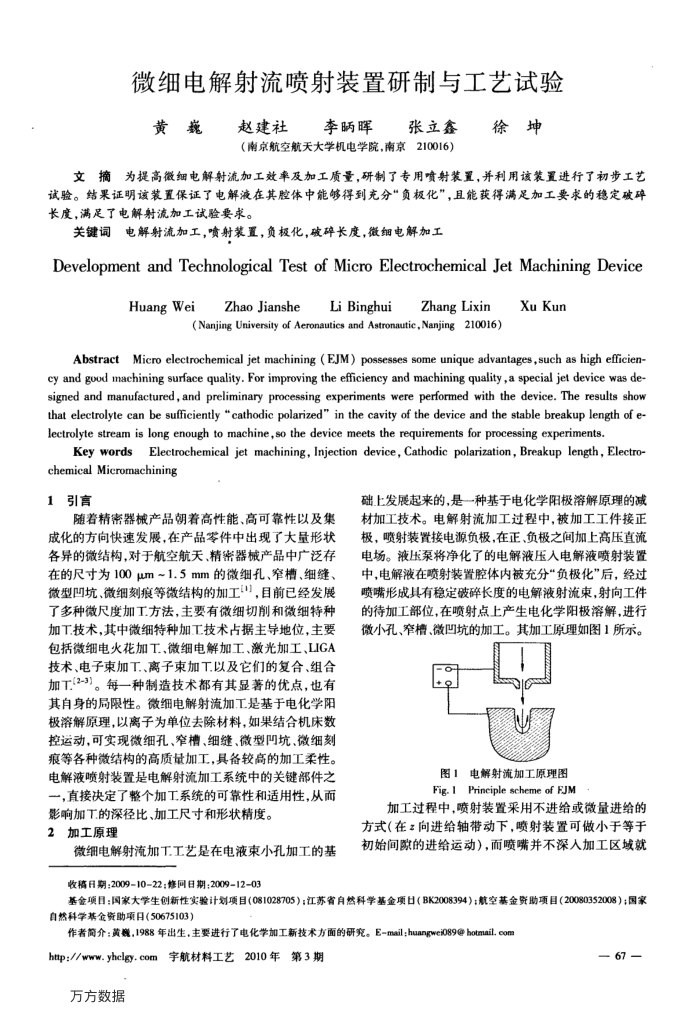
础上发展起来的,是一种基于电化学阳极溶解原理的减材加工技术。电解射流加工过程中,被加工工件接正极,喷射装置接电源负极,在正、负极之间加上高压直流电场。液压泵将净化了的电解液压入电解液喷射装置中,电解液在喷射装置腔体内被充分“负极化”后,经过喷嘴形成具有稳定破碎长度的电解液射流束,射向工件的待加工部位,在喷射点上产生电化学阳极溶解,进行微小孔、窄槽、微凹坑的加工。其加工原理如图1所示。
图1电解射流加工原理图 Fig. 1Prineiple scheme of FJM
加工过程中,喷射装置采用不进给或微量进给的
方式(在z向进给轴带动下,喷射装置可做小于等于初始间隙的进给运动),而喷嘴并不深人加工区域就
基金项目:国家大学生创新性实验计划项目(081028705):江苏省自然科学基金项日(BK2008394):航空基金资助项目(20080352008);国家自热科学基金资助项日(50675103)
作者简介:黄费,1988年出生,主要进行了电化学加工新技术方面的研究。E-mail;huangwei089@hotmail.com
htp://www.yhclgy.com宇航材料工艺2010年第3期
万方数据
-67
上一章:新型耐烧蚀涂层防隔热性能
下一章:氧化硅气凝胶粉体材料力学性能的多尺度模拟