您当前的位置:首页>论文资料>罩壳拉伸翻孔多工位级进模设计
内容简介
 冲模技术
冲模技术・冲模技术・
罩壳拉伸翻孔多工位级进模设计
金龙建',陈炎酮
1.松渤(上海)有限公司(上海201323) 2.北京东方电子集团模具厂(北京100102)
【摘要】通过对罩壳的工艺分析及计算,提出了落料、冲孔、拉伸及翻孔等冲压工艺,介绍了连续拉伸模的排样设计、模具结构特点及微调设计等。经生产验证,该模具结构清晰、可
靠、加工质量好,生产效率高,对此类制件的级进模设计有一定的参考价值。关键词:罩壳:工艺计算;排样设计;拉伸模;级进模结构;微调装置
中图分类号:TC385.2
文献标识码:B
Design of Drawing and Burring Multi-Position
Progressive Die for the Cover Shell
[Abstract]Through analyzing and calculating the process of thecover shell,this paper put forward the stamping process such as blanking.piercing, drawing and burring,introduced the layout design. the die structure characteristics and micromatic design of the continuous drawing die.By production verification,the die has a clear and reliable structure, good processing quality and high production efficiency,it has a certain reference value for the design of the progressive die for such parts.
Key words: cover shell; process calculation; layout design; drawing die; progressive die structure; micromatic setting
1工艺分析
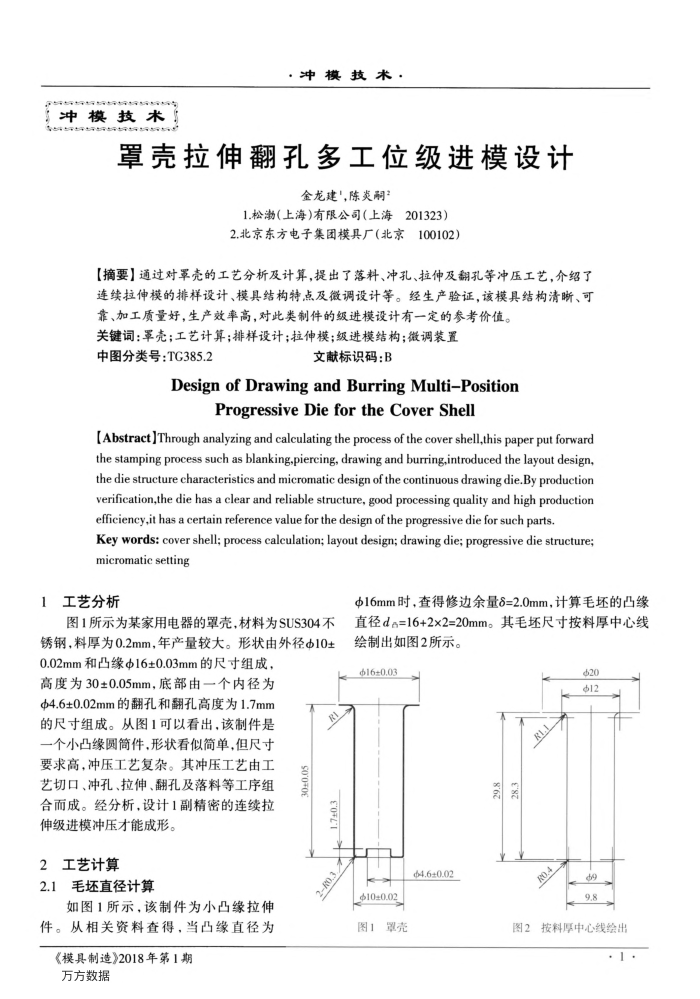
图1所示为某家用电器的罩壳,材料为SUS304不锈钢,料厚为0.2mm,年产量较大。形状由外径Φ10±
0.02mm和凸缘Φ16±0.03mm的尺寸组成,高度为30±0.05mm,底部由一个内径为 Φ4.6±0.02mm的翻孔和翻孔高度为1.7mm 的尺寸组成。从图1可以看出,该制件是一个小凸缘圆筒件,形状看似简单,但尺寸
要求高,冲压工艺复杂。其冲压工艺由工艺切口、冲孔、拉伸、翻孔及落料等工序组合而成。经分析,设计1副精密的连续拉
伸级进模冲压才能成形 2工艺计算
2.1毛还直径计算
如图1所示,该制件为小凸缘拉伸件。从相关资料查得,当凸缘直径为
《模具制造》2018年第1期万方数据
30±0.05 ±0.
中16mm时,查得修边余量8=2.0mm,计算毛坏的凸缘直径da=16+2x2=20mm。其毛坏尺寸按料厚中心线绘制出如图2所示。
$16±0.03 Φ10±0.02 图1罩壳
d4.6±0.02
8
620 12
图2按料厚中心线绘出
.
上一章:鱼钩状接线片多工位级进模设计
下一章:扬声器外壳的四侧抽芯注射模设计