您当前的位置:首页>论文资料>铰链多工位级进模设计
内容简介
 44
44铰链
模具工业2017年第43卷第1期
多工位级进模
王冲,金龙建2
(1.桂林电器科学研究院有限公司,广西桂林541004;
2.松渤电器(上海)有限公司,上海201323)
设计
摘要:对铰链冲压工艺进行了分析,提出了冲孔,弯曲、卷圆、切断等成形工艺,将原排样工艺采用的一模一件排列改为一模两件排列,并进行了模具结构设计。实践证明,模具结构紧漆,生产的零件质量合
格,稳定性好,提高了生产效率,降低了生产成本,对同类零件的级进模设计具有参考作用,关键词:铰链;多工位级进模;排样设计;模具结构;卷圆成形
中图分类号:TG386.42
文献标识码:B
文章编号:1001-2168(2017)01-0044-04
D0I: 10.16787/j.cnki.10012168.dmi.2017.01.011
Designofmulti-positionprogressivedieforhinge
WANG Chong', JIN Long-jian
(I.Guilin Electrical Equipment Scientific Research Institute Co., Ltd., Guilin, Guangxi 541004, China; 2.Songbo Electric (Shanghai) Co., Ltd., Shanghai 201323, China)
Abstract: The stamping process of a hinge was analyzed, and the forming process including piercing,bending,rolling and cutting was put forward. The original layout with one part
was changed to two parts, and the die structure
die structure was compact and the
ars
was designed.Practice proved that the
qualified with good stability,which could
e
provide reference for similar parts of progressive die
Key words: hinge; multi-position progressive die; layout design; die structure; rolling
0引言
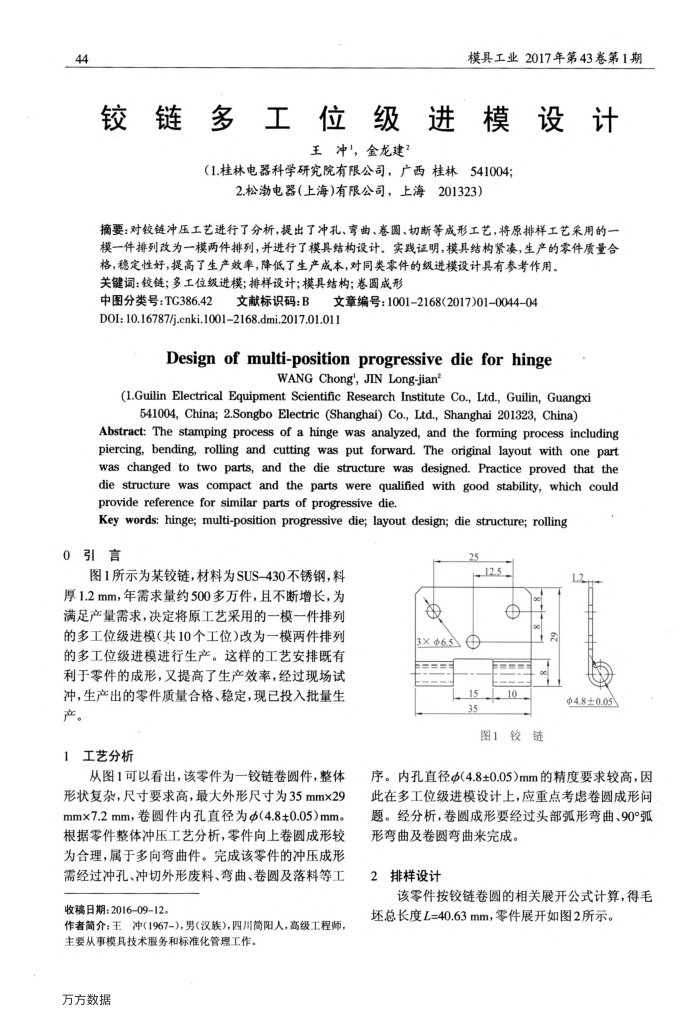
图1所示为某铰链,材料为SUS-430不锈钢,料厚1.2mm,年需求量约500多万件,且不断增长,为满足产量需求,决定将原工艺采用的一模一件排列的多工位级进模(共10个工位)改为一模两件排列的多工位级进模进行生产。这样的工艺安排既有利于零件的成形,又提高了生产效率,经过现场试冲,生产出的零件质量合格、稳定,现已投入批量生产。
1工艺分析
从图1可以看出,该零件为一铰链卷圆件,整体形状复杂,尺寸要求高,最大外形尺寸为35mmx29 mm×7.2mm,卷圆件内孔直径为@(4.8±0.05)mm。根据零件整体冲压工艺分析,零件向上卷圆成形较为合理,属于多向弯曲件。完成该零件的冲压成形需经过冲孔、冲切外形废料、弯曲、卷圆及落料等工
收稿日期:2016-09-12。
作者简介:王冲(1967-),男(汉族),四川简阳人,高级工程师,
主要从事模具技术服务和标准化管理工作。万方数据
25
12.5
Φ4.8±0.05
35
图1铰链
序。内孔直径Φ(4.8±0.05)mm的精度要求较高,因此在多工位级进模设计上,应重点考虑卷圆成形问题。经分析,卷圆成形要经过头部弧形弯曲、90°弧
形弯曲及卷圆弯曲来完成。 2排样设计
该零件按铰链卷圆的相关展开公式计算,得毛坏总长度L=40.63mm,零件展开如图2所示。
上一章:铝填充环氧树脂模的脱模技术分析
下一章:提升冲模零件镀铬质量相关过程控制方法探索