您当前的位置:首页>论文资料>深拉伸工艺性分析及翻边模设计
内容简介
 引言 1
引言 1・冲模技术・
深拉伸工艺性分析及翻边模设计
袁晓,尹康,白宇
陕西重型汽车有限公司(陕西西安710000)
【摘要】运用Autoform工艺分析软件对深拉伸制件进行成形性分析,结合模拟过程数值和
分析结果,确定最终工艺方案;利用双活翻边模完成制件的成形,保证了制件质量。关键词:工艺分析;深拉伸;双活翻边模;质量
中图分类号:TG385.2
文献标识码:B
TheAnalysisofDeepDrawingProcessandFlangeDieDesign[Abstract] Based on the numerical and simulated results from the process analysis of deep drawing formability with Autoform, the final process scheme is determined, and use toggle
flange dieto finish the product and guarantee the product quality Keywords:processanalysis;deepdrawing;toggleflange die;quality
判断其可靠性,制定相应的对策及方案进行修改,将
深拉伸件是汽车制件中比较常见的一种制件,高度落差大,成形难,而且对制件刚度要求高,在生产过程中采用不同的工艺方案,也会得到不同性能的制件。本文运用Autoform软件,模拟出冲压件成形的真实过程,精确快速的对不同工艺方案进行模拟分析,
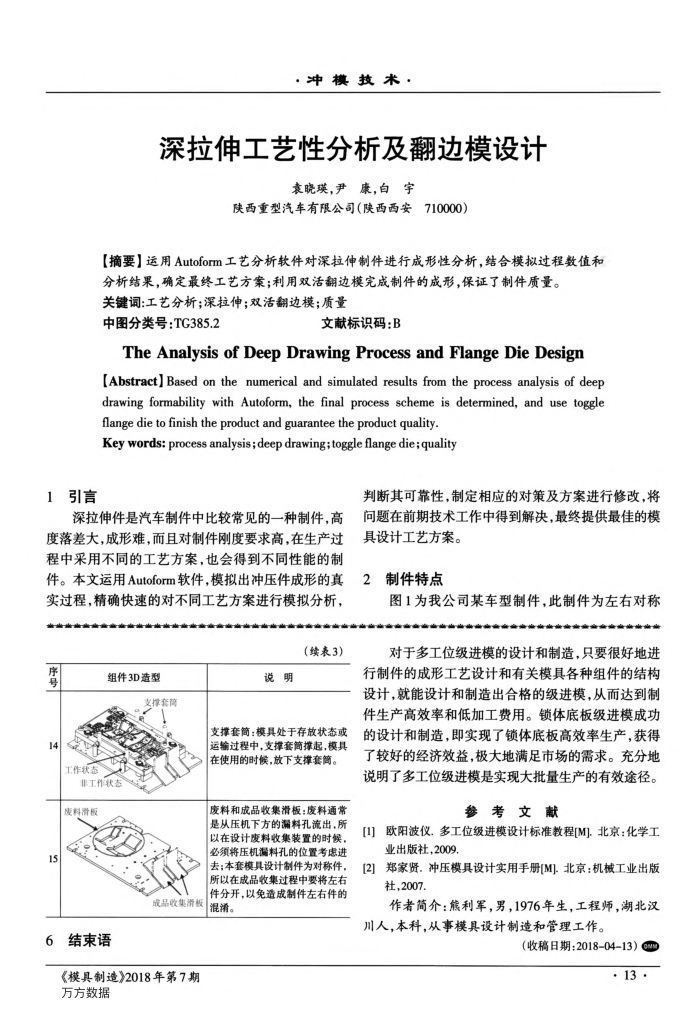
(续表3)
序母 6
状表
组件3D造型
支撑套简
非工作状
成品收集消板
结束语
《模具制造》2018年第7期万方数据
说明
支撑套简:模具处于存放状态或运输过程中,支撑套简撑起,模具在使用的时候,放下支撑套简。
废料和成品收集潜板・废料通常是从压机下方的蒲料孔流出,所以在设计废料收集装置的时候,必须将压机漏料孔的位置考虑进去;本套模具设计制件为对称件,所以在成品收集过程中要将左右件分开,以免造成制件左右件的混淆。
问题在前期技术工作中得到解决,最终提供最佳的模
具设计工艺方案。 2制件特点
图1为我公司某车型制件,此制件为左右对称对于多工位级进模的设计和制造,只要很好地进
行制件的成形工艺设计和有关模具各种组件的结构设计,就能设计和制造出合格的级进模,从而达到制件生产高效率和低加工费用。锁体底板级进模成功的设计和制造,即实现了锁体底板高效率生产,获得了较好的经济效益,极大地满足市场的需求。充分地说明了多工位级进模是实现大批量生产的有效途径。
参考文献
[1]】欧阳波仪.多工位级进模设计标准教程[M].北京:化学工
业出版社,2009
[2】郑家贤.冲压模具设计实用手册[M]北京:机械工业出版
社,2007.
作者简介:熊利军,男,1976年生,工程师,湖北汉川人,本科,从事模具设计制造和管理工作。
(收稿日期:201804-13)G
. 13.
上一章:移动定位衬片级进模设计
下一章:制动器调整限位板落料冲孔模具改进设计