您当前的位置:首页>论文资料>折弯凸模的感应加热淬火
内容简介
 ―中国准安
―中国准安仕泰隆国际工贸城全球招商热线:0517-86299999 网址:www.stljt.com
折弯凸模的感应加热火
陈莉",钟翔山",钟礼耀
1.江西省新余市职业教育中心(江西新余338000)
2.江西省新余市长林集团长林机器公司(江西新余338029)
【摘要】针对折弯凸模的具体结构,分析确定了感应加热淬火方案,设计了合适的感应器及合理的反向变形方案来补偿泽火变形,从而满足了零件设计要求。此种方法适合大多数
同类折弯凸模的热处理,增加其加工性能,延长使用寿命,关键词:感应加热泽火:感应器:漳火变形:反变形
中图分类号:TG178
文献标识码:B
BendingDieInductionQuenching
[Abstract] According to the bending punch concrete structure, analysis to determine the induction quenching scheme, design the appropriate sensors and reasonable reverse deformation scheme to compensate for quenching distortion, so as to meet the design requirements of parts This method is suitable for most similar bending punch and die of heat treatment, increase the processing performance and prolong service life.
Key words: Induction quenching; sensors; quenching distortion; predeformation
1引言
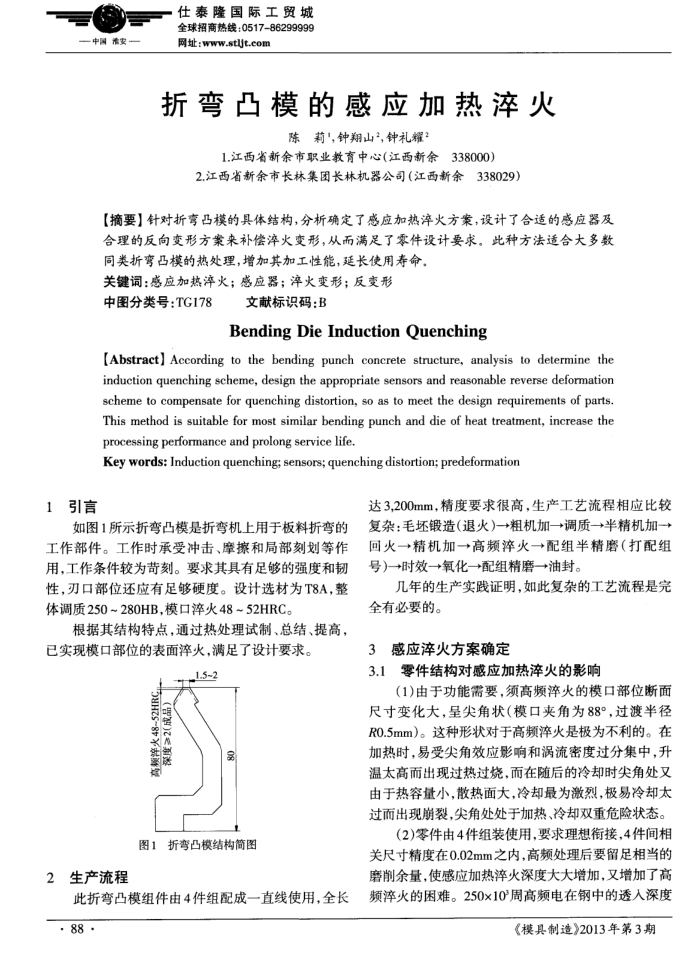
如图1所示折弯凸模是折弯机上用于板料折弯的工作部件。工作时承受冲击、摩擦和局部刻划等作用,工作条件较为苛刻。要求其具有足够的强度和韧性,刃口部位还应有足够硬度。设计选材为T8A,整体调质250~280HB,模口率火48~52HRC。
根据其结构特点,通过热处理试制、总结、提高,已实现模口部位的表面率火,满足了设计要求。
1.5~2
图1折弯凸模结构简图
2生产流程
此折弯凸模组件由4件组配成一直线使用,全长.88・
达3,200mm,精度要求很高,生产工艺流程相应比较复杂:毛坏锻造(退火)→+粗机加→调质→半精机加一→ 回火→精机加→高频泽火一→配组半精磨(打配组号)一→时效→+氧化一→配组精磨→油封。
几年的生产实践证明,如此复杂的工艺流程是完全有必要的。
3感应淬火方案确定
3.1零件结构对感应加热痒火的影响
(1)由于功能需要,须高频率火的模口部位断面尺寸变化大,呈尖角状(模口夹角为88°,过渡半径 R0.5mm)。这种形状对于高频火是极为不利的。在加热时,易受尖角效应影响和涡流密度过分集中,升温太高而出现过热过烧,而在随后的冷却时尖角处又由于热容量小,散热面大,冷却最为激烈,极易冷却太过而出现崩裂,尖角处处于加热、冷却双重危险状态。
(2)零件由4件组装使用.要求理想衔接,4件间相关尺寸精度在0.02mm之内.高频处理后要留足相当的磨削余量,使感应加热率火深度大大增加,又增加了高频率火的困难。250×10°周高频电在钢中的透入深度
《模具制造》2013年第3期