您当前的位置:首页>论文资料>带安装挡边及窄小越程槽的轴承套圈加工
内容简介
 ISSN10003762 CN41 1148/TH
ISSN10003762 CN41 1148/TH轴承2016年4期 Bearing 2016, No. 4
带安装挡边及窄小越程槽的轴承套圈加工
刘海波",刘强",宋梓恒
(中航工业哈尔滨轴承有限公司a.工程技术部;b.车工工部,哈尔滨150500)
22 24
摘要:为防止某型带安装挡边外圈挡边根部存在应力集中,在挡边根部设计了越程槽,分析外圈结构特点和挡边、越程槽的加工难点,通过优化加工方法,合理选择铣削刀具,设计可实现一次装夹完成多工步加工的专用铣削模具,从而实现了该结构外圈的加工。
关键词:滚动轴承;越程槽;应力集中;铣削;模具
中图分类号:TH133.33;TG54
文献标志码:B
文章编号:10003762(2016)04002203
Processing ofBearingRingwithInstallationRibandNarrow Grinding
Undercut
Liu Haibo', Liu Qiang’, Song Ziheng
(a. Engineering Technology Department; b. Turing Workshop, AVIC Harbin Bearing Co. , Lad. ,Harbin 150500, China) Abstract: The grinding undereut is designed to prevent stress concentration at the root of rib for outer ring with installa-tion rib. The structural characteristics of outer ring and processing difficulties for rib and grinding undereut are ana-lyzed. The processing of outer ring is realized by optimizing processing method, reasonably selecting milling cutter, de-
signing special milling mould to realize multistep processing by one time clamping-Key words: rolling bearing; grinding undercut; stress concentration; milling; mould
为提高航空发动机轴承的性能和使用寿命,在轴承结构设计时对影响轴承使用寿命的因素考虑得越来越全面。为了防止某型航空发动机轴承外圈安装挡边根部存在应力集中点,在挡边根部设计了越程槽,以消除使用时可能产生的应力集中。由于越程槽尺寸很小,加工难度较大,且没有可借鉴的成熟经验。因此,针对窄小越程槽的加工,在对产品结构进行计算和分析的基础上,通过优化加工方法,合理选择铣削刀具,设计可一次装夹完成多工步加工的铣前模具,实现了带安装挡边及窄小越程的外圈的加工。
1
产品介绍
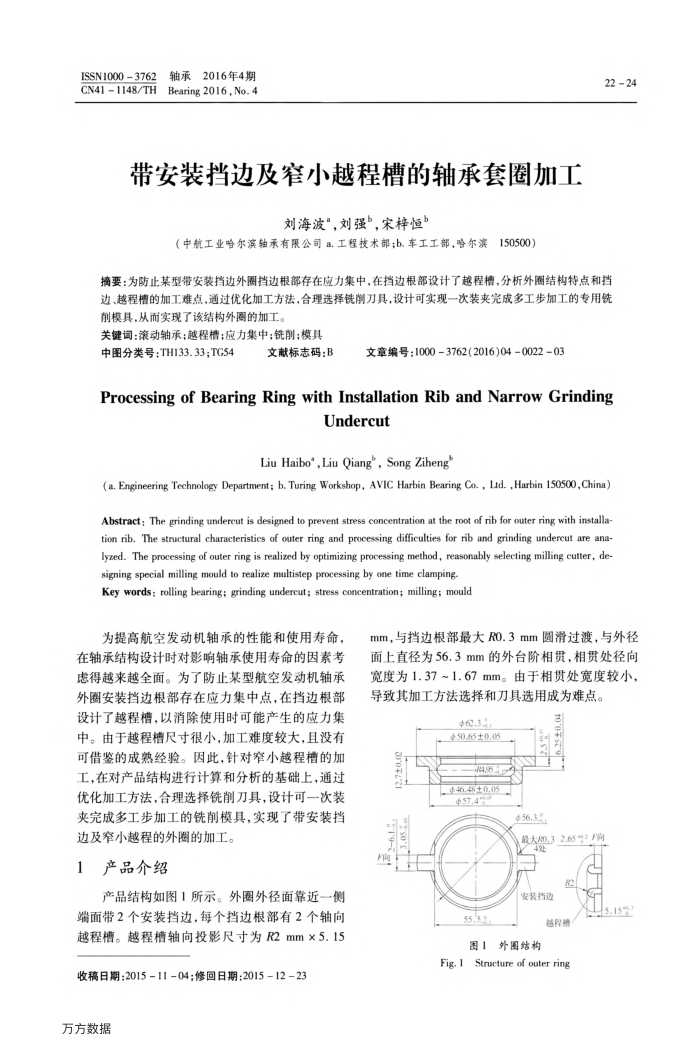
产品结构如图1所示。外圈外径面靠近一侧
端面带2个安装挡边,每个挡边根部有2个轴向越程槽。越程槽轴向投影尺寸为R2mm×5.15
收稿日期:2015-1104;修回日期:2015-12-23 万方数据
mm,与挡边根部最大R0.3mm圆滑过渡,与外径面上直径为56.3mm的外台阶相贯,相贯处径向宽度为1.37~1.67mm。由于相贯处宽度较小,导致其加工方法选择和刀具选用成为难点。
+62.3-+50.65 ±0.05
2.7±0,00
±46.48±0.05
.57.4 55.5
+56.3.g
5±0.04
最大MD,3 2.65F向安装挡进
越程格
图1外图结构
Fig. 1 Structure of outer ring
相关文章
GB/T 20057-2012 滚动轴承 圆柱滚子轴承 平挡圈和套圈无挡边端倒角尺寸
JIS B 1512-5-2011 滚动轴承.外形尺寸规格.第5部分:单列圆柱滚珠轴承的平挡圈套圈无挡边的倒角尺寸规格
耐热钢无油沟宽挡边圆柱滚子轴承外圈滚道与挡边的磨削加工
安装螺栓对风电变桨轴承套圈结构变形的影响
环保型切削液在轴承套圈磨削加工中的应用分析
JB/T 12407.2-2015 数控立式轴承套圈车磨加工中心 第2部分:精度检验
JB/T 12407.3-2015 数控立式轴承套圈车磨加工中心 第3部分:技术条件
JB/T 12407.1-2015 数控立式轴承套圈车磨加工中心 第1部分:型式与参数