38000DWT˫���ֻ�ѧƷ�����ò��ͱڷ����¹��շ���̽��
���ݼ��
 ����
������Ҫ�Ҹ�����ѧ���Ϸ㡤38000DWT˫���ֻ�ѧƷ�����ò��ͱڷ����¹��շ���̽��
38000DWT˫���ֻ�ѧƷ�����ò��ͱڷ����¹��շ���̽��
�����л��촬�����ţ�����˾��Ҫ�Ҹ�����ѧ���Ϸ�
ժҪ������38000DWT˫���ֻ�ѧƷ�������в��õ�˫���ּ�̼�ظֵIJ��ͱڷ����¹��ա��·������Լ�ʵʩ��Ч����
�ؼ��ʣ�38000DWT��ѧƷ��˫���ֲ��ͱڷ������ոĽ�
2˫���ֲ��ͱڷ�������
38000DWT˫���ֻ�ѧƷ���ǻ����л��촬��˾�нӵ��´��͡��ô�������ȫ������˫����ֲ��ϣ������Ѷȸߣ����칤�ո��ӡ��ݺ��������ϲ�ͬ��Ϊ˫���ֲ��ͱڡ���ǿ��̼�ظֲ��ͱ��������͡�38000DWT˫���ֻ�ѧƷȫ���漰˫���ֶַν�200��������˫���ֲ��ͱڼ���ǿ��̼�ظֲ۱ڽ�100�����漰��ǧ�����������˫���ּ���ǿ��̼�ظּӹ��豸��ͬ�����ڲ��ͱڼ�������Ҫ��ͬ�������˷������Ѷȡ�
1ȫ��˫���ֶַηֲ����
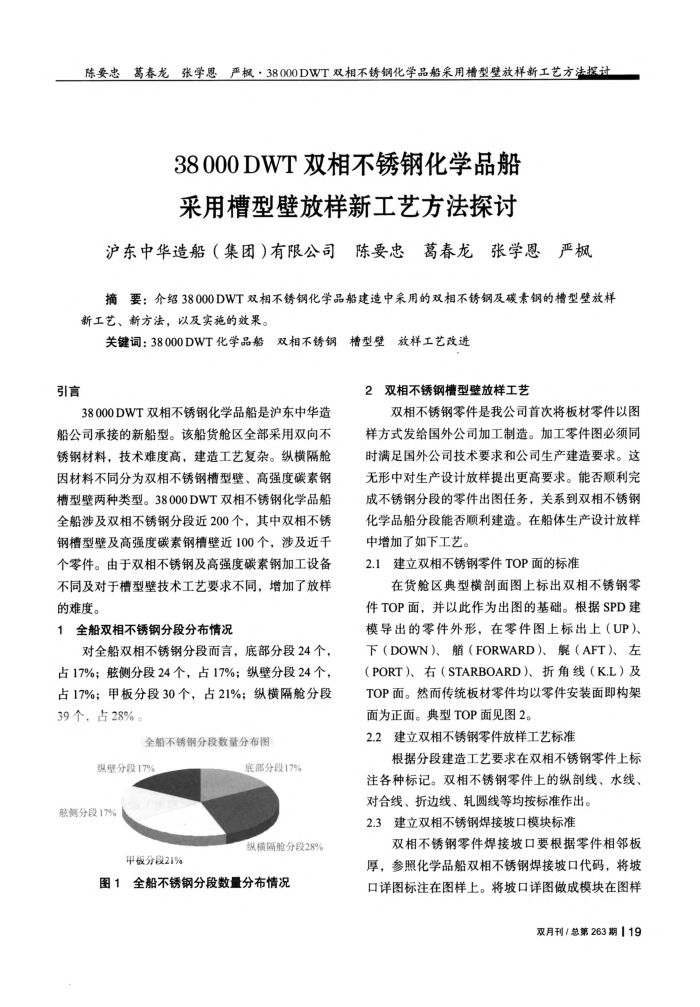
��ȫ��˫���ֶַζ��ԣ��ײ��ֶ�24����ռ17%����ֶ�24����ռ17%���ݱڷֶ�24����ռ17%���װ�ֶ�30����ռ21%���ݺ���շֶ� 39����ռ28%��
ȫ������ֶַ������ֲ�ͼ
֯�ڷֶ�17%
����ֶ�17%
�װ�ֶ�21%
�ײ��ֶ�17%
�ݺ���շֶ�28%
ͼ1ȫ������ֶַ������ֲ����
˫����������ҹ�˾�״ν���������ͼ����ʽ�������˾�ӹ����졣�ӹ����ͼ����ͬʱ������˾����Ҫ���˾��������Ҫ���������ж�������Ʒ����������Ҫ���ܷ�˳����ɲ���ֶַε������ͼ����ϵ��˫���ֻ�ѧƷ���ֶ��ܷ�˳�����졣�ڴ���������Ʒ��������������¹��ա�
2.1����˫�������TOP��ı�
�ڻ��������ͺ�����ͼ�ϱ��˫�������TOP�棬���Դ���Ϊ��ͼ�Ļ���������SPD��ģ������������Σ������ͼ�ϱ���ϣ�UP)���£�DOWN������FORWARD��������AFT������PORT�����ң�STARBOARD�����۽��ߣ�K.L���� TOP�档Ȼ����ͳ���������������װ�漴������Ϊ���档����TOP���ͼ2��
2.2����˫��������������ձ�
���ݷֶν��칤��Ҫ����˫��������ϱ�ע���ֱ�ǡ�˫��������ϵ����ߡ�ˮ�ߣ�
�Ժ��ߡ��۱��ߡ���Բ�ߵȾ����������� 2.3����˫���ֺ����¿�ģ���
˫������������¿�Ҫ����������ڰ���ջ�ѧƷ��˫���ֺ����¿ڴ��룬���¿���ͼ��ע��ͼ���ϡ����¿���ͼ����ģ����ͼ��
˫�¿�/�ܵ�263��119
�������
74500 DWT��Ϳ��Ʒ�ͨM��ѧƷ���ṹ��Ʒ���
17300DWT����;���̴ѷֶ�������Ԥ��װ���յIJ���ʵʩ
���������Ҥ�����Ṥ�յĿ�����̽��
����Ӳ��PH15-7Mo����ֲ��õ������۹���ʱAl�����Ŀ����о�
GB/T 39077-2020 �����Ͱ�����-������˫�������к���ļ�ⷽ��
����ʽ�꾮��Һλң��ϵͳ���Է���̽��
����ϵͳ���������Ż�����ˮ����̽��
GB/T 4334-2020 �����ͺϽ�ĸ�ʴ�����弰������-�����壨˫�ࣩ����־��丯ʴ���鷽��