����LNG��˫������������Ʒ��������Ż�
���ݼ��
 �����������쵩���Ϸ㡤����LNG��˫������������Ʒ��������Ż�
�����������쵩���Ϸ㡤����LNG��˫������������Ʒ��������Ż�����LNG��˫������������Ʒ��������Ż������л��촬�����ţ�����˾������������ب���Ϸ�
ժҪ����Թ�LNG��˫������������Ʒ����г��ֵ��������̽�ַ�����������˾������ķ�����
�ؼ��ʣ�LNG��˫����������Ʒ��������Ż�
1����
Һ����Ȼ����LNG�������ڳ�����װ��-163�� Һ����Ȼ����������������䳬���µĸ�Σ�ص㣬�ʶ��ǹ��ʹ��ϵĸ��������ѶȺ߸���ֵ����������Ϊ�����촬���ʹ��ϵ����顱��LNG����������������������͵ķ�չ����ȡ���˾�ı仯�������ݻ�Խ��Խ��20����70�����12.5��m ���ݷ�չ��21~26��m����LNG����
����˫���������Ǹ���dz��ˮ�ʴ��ʹ�������
��һ����Ч;�����ǹ��ʴ�����Э�ᣨIACS���Ը��´�������ṹ��Ҫ�����������������磨ABS���˼��淶���йش����ˮ��־����Ҫ�������ڽ��ʹ�������������ƽ�Ч�ʺͲ������ܡ�˫չ������ͨ������ˮ���ȱȽϴ�Ĵ���������Ƴ���������Ƭ�壬ʹȥ����ˮ���ֳ�����ˮ���ʹ��������������Ӷ�ʹ����ˮ����ͨ������ˮ�����������ʹ�������״����������Ӧ�ĵ�������ȿ��Խ��� 10%~20%���������ʡ�˫�����������͵���Ƴ���ϵ���ػ������ܲ��á�ˮ�������Լ�ʩ�������⣬��Ҫ�ﵽ�������۵�Ч��������Ҫ����ÿӹ���ɡ�
2˫�������������͵��ص������ 2.1�������ص�
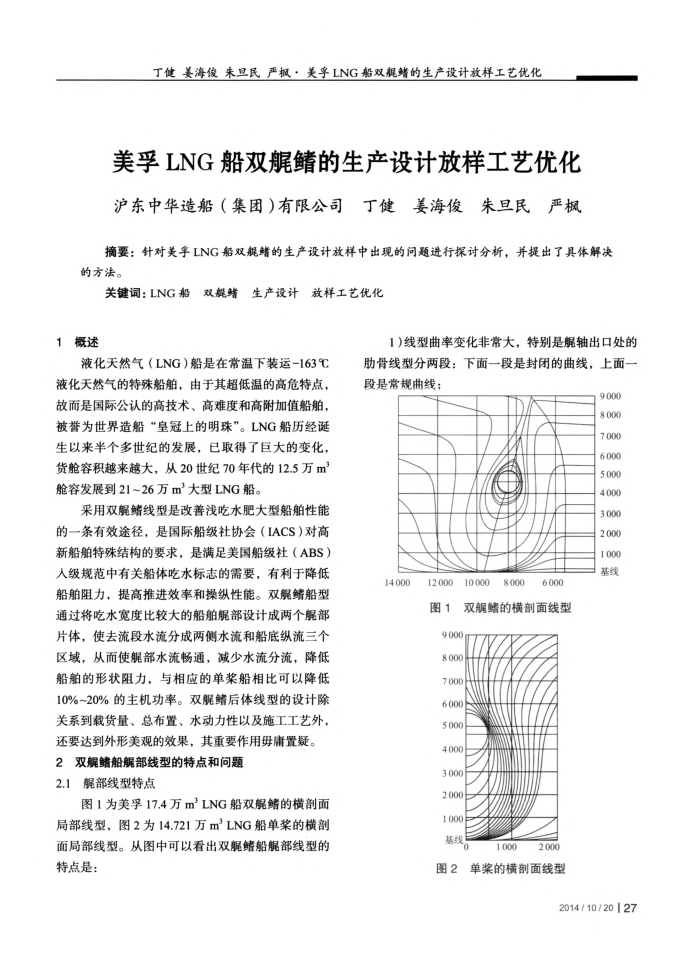
ͼ1Ϊ����17.4��mLNG��˫���ĺ�����ֲ����ͣ�ͼ2Ϊ14.721��mLNG�������ĺ�����ֲ����͡���ͼ�п��Կ���˫�������������͵��ص��ǣ�
1)�������ʱ仯�dz����ر��ǽ�����ڴ����߹����ͷ����Σ�����һ���Ƿ�յ����ߣ�����һ
���dz������ߣ�
14 000
12000
100008000
6000
ͼ1˫���ĺ���������
8000 7000 6 000 5 000 4000 3000 2000 1000
����
1000
2.000
ͼ2�����ĺ���������
9.000 8.000 7000 6.000 5000 4000 3000 2.000 1000 ����
2014 / 10 /20 |27
�������
����LNG����վBOG�����������Ż��о�
LNG����վ����ϵͳ�����豸ѡ���Ż�����
LNG ����վ BOG ����������HYSYS ģ�⼰�Ż�
�Ż����������ɰ�ģʽ��ʵ��LNG����վ���н�����Ч
�ִ���ú�����䷽�Ż���ơ����տ��Ƽ�ú��������ʵ��ȫ��
Ӳ�ʺϽ���Ӳ�ʺϽ���Ʒ�����¹��ա������䷽�Ż���Ƽ��������ʵ���ֲ�
������������¼����¹��ռ��䷽�Ż����ʵ���ֲ�
38000DWT˫���ֻ�ѧƷ�����ò��ͱڷ����¹��շ���̽��