内容简介
 程序控制优化
程序控制优化崔晓航黄继东倪旭许德彬安阳钢铁集团动力厂
455000
【文章摘要】
随着自动化程度的提高,PLC控制程序的质量和日后优化维护成为一项越未越重要的事情,如何使程序更适合现代工艺,如何使程序能够确实的保证生产,加何使程序提高生产效率,本文将讨论PLC程序的一些优
化方案,【关键词】
PLC;过保护;欠保护;连锁保护程序随着自动化程度越来越高,PLC的投人和普及度也是越来越大。在这么多的 PLC控制的设备当中,根据设备特性.和工业生产工艺特性的不同.在编写控制程序时,不能一概而论。
目前存在PLC控制程序中的间题,在于连锁程序的过保护和欠保护。针对设备各种情况的连锁程序.由于编写人员的能力经验等方面造成不同程度的差异,在日后的生产过程中不断暴露出来,需要随时修改,更有基者还得经过讨论和长期观察才能确定是否修改和修改方案
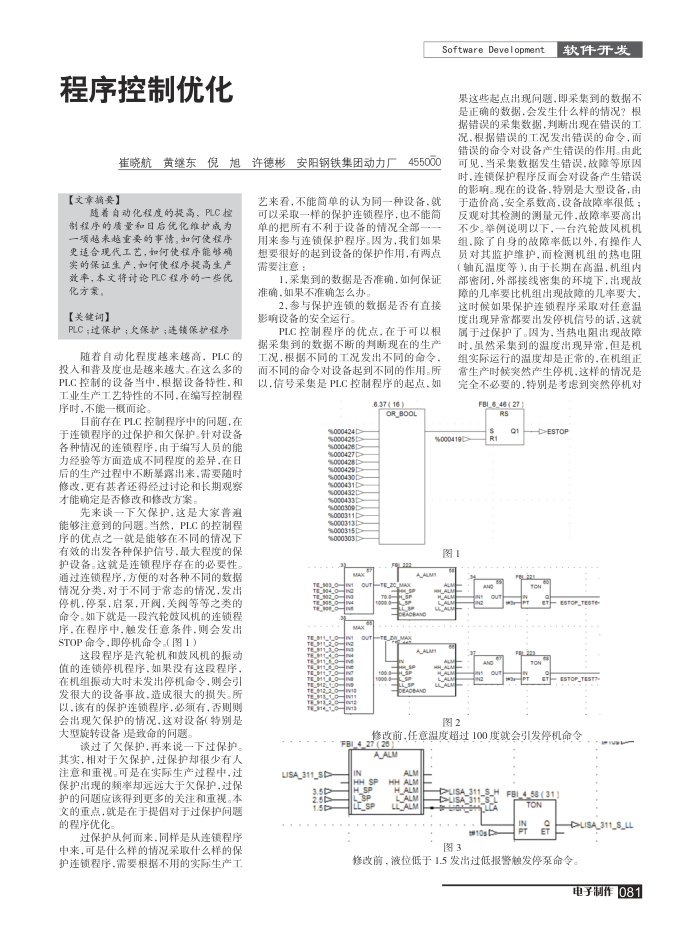
先来谈一下欠保护,这是大家普准能够注意到的间题。当然,PLC的控制程序的优点之一就是能够在不同的情况下有效的出发各种保护信号.最大程度的保护设备。这就是连锁程序存在的必要性。通过连锁程序,方便的对各种不同的数据情况分类,对于不同于常态的情况,发出停机.停泵,启泵,开阅,关阀等等之类的命今。如下就是一段汽轮鼓风机的连锁程序,在程序中,稳发任意条件.则会发出 STOP命令,即停机命令(图1)
这段程序是汽轮机和鼓风机的振动值的连锁停机程序,如果没有这段程序,在机组振动大时未发出停机命令,则会引发很大的设备事故.造成很大的损失。所以,该有的保护连锁程序,必须有,否则则会出现欠保护的情况,这对设备(特别是大型旋转设备)是致命的间题
谈过了欠保护,再来说一下过保护其实,相对于欠保护,过保护却很少有人注意和重视。可是在实际生产过程中,过保护出现的频率却远远大于欠保护,过保护的间题应该得到更多的关注和重视。本文的重点,就是在于提倡对于过保护间题的程序优化
过保护从何而来,同样是从连锁程序中来,可是什么样的情况采取什么样的保护连锁程序.需要根据不用的实际生产工
Software Development
软件开发
果这些起点出现间题,即采集到的数据不是正确的数据,会发生什么样的情况?根据错误的采集数据,判断出现在错误的工况.根据错误的工况发出错误的命令,而错误的命令对设备产生错误的作用。由此可见,当采集数据发生错误.故障等原因时.连锁保护程序反而会对设备产生错误的影响。现在的设备,特别是大型设备,由
艺来看,不能简单的认为同一种设备.就可以采取一样的保护连锁程序,也不能简单的把所有不利于设备的情况全部
用来参与连锁保护程序。因为,我们如果想要很好的起到设备的保护作用,有两点需要注意:
1.采集到的数据是否准确,如何保证准确,如果不准确怎么办,
2参与保护连锁的数据是否有直接影响设备的安全运行
PLC控制程序的优点,在于可以根据采集到的数据不断的判断现在的生产工况,根据不回的工况发出不回的命令。而不同的命令对设备起到不同的作用。所以,信号采集是PLC控制程序的起点.如
6.37(16) ORBOOL
于造价高,安全系数高,设备故障率很低;反观对其检测的测量元件,故障率要高出不少。举例说明以下,一台汽轮鼓风机机组,除了自身的故障率低以外,有操作人员对其监护维护,而检测机组的热电阻(轴瓦温度等),由于长期在高温,机组内部密闭,外部接线密集的环境下,出现故障的几率要比机组出现故障的几率要大,这时候如果保护连锁程序采取对任意温度出现异常都要出发停机信号的话,这就属于过保护了。因为,当热电阻出现故障时.虽然采集到的温度出现异常,但是机组实际运行的温度却是正常的,在机组正常生产时候突然产生停机,这样的情况是完全不必要的,特别是考虑到突然停机对
FBI_6_46(27)
RS
%000419[
900427 042 0042
1000431 5000433 5000433 5000309 50003111
00030
图1 图2
R
>ESTOP
G1531 40153
修改前.任意温度超过100度就会引发停机命令
FB427(26
AALM
LISA_311_SD
ALN ALN
HALN LA
>LISA_311_S_H MUISA311 S
010sD
图3
4.58(31 TON 92
>LISA_311_S LL
修改前,液位低于1.5发出过低报警触发停泵命令。
电子制作081 程序控制优化
崔晓航黄继东倪旭许德彬安阳钢铁集团动力厂
455000
【文章摘要】
随着自动化程度的提高,PLC控制程序的质量和日后优化维护成为一项越未越重要的事情,如何使程序更适合现代工艺,如何使程序能够确实的保证生产,加何使程序提高生产效率,本文将讨论PLC程序的一些优
化方案,【关键词】
PLC;过保护;欠保护;连锁保护程序随着自动化程度越来越高,PLC的投人和普及度也是越来越大。在这么多的 PLC控制的设备当中,根据设备特性.和工业生产工艺特性的不同.在编写控制程序时,不能一概而论。
目前存在PLC控制程序中的间题,在于连锁程序的过保护和欠保护。针对设备各种情况的连锁程序.由于编写人员的能力经验等方面造成不同程度的差异,在日后的生产过程中不断暴露出来,需要随时修改,更有基者还得经过讨论和长期观察才能确定是否修改和修改方案
先来谈一下欠保护,这是大家普准能够注意到的间题。当然,PLC的控制程序的优点之一就是能够在不同的情况下有效的出发各种保护信号.最大程度的保护设备。这就是连锁程序存在的必要性。通过连锁程序,方便的对各种不同的数据情况分类,对于不同于常态的情况,发出停机.停泵,启泵,开阅,关阀等等之类的命今。如下就是一段汽轮鼓风机的连锁程序,在程序中,稳发任意条件.则会发出 STOP命令,即停机命令(图1)
这段程序是汽轮机和鼓风机的振动值的连锁停机程序,如果没有这段程序,在机组振动大时未发出停机命令,则会引发很大的设备事故.造成很大的损失。所以,该有的保护连锁程序,必须有,否则则会出现欠保护的情况,这对设备(特别是大型旋转设备)是致命的间题
谈过了欠保护,再来说一下过保护其实,相对于欠保护,过保护却很少有人注意和重视。可是在实际生产过程中,过保护出现的频率却远远大于欠保护,过保护的间题应该得到更多的关注和重视。本文的重点,就是在于提倡对于过保护间题的程序优化
过保护从何而来,同样是从连锁程序中来,可是什么样的情况采取什么样的保护连锁程序.需要根据不用的实际生产工
Software Development
软件开发
果这些起点出现间题,即采集到的数据不是正确的数据,会发生什么样的情况?根据错误的采集数据,判断出现在错误的工况.根据错误的工况发出错误的命令,而错误的命令对设备产生错误的作用。由此可见,当采集数据发生错误.故障等原因时.连锁保护程序反而会对设备产生错误的影响。现在的设备,特别是大型设备,由
艺来看,不能简单的认为同一种设备.就可以采取一样的保护连锁程序,也不能简单的把所有不利于设备的情况全部
用来参与连锁保护程序。因为,我们如果想要很好的起到设备的保护作用,有两点需要注意:
1.采集到的数据是否准确,如何保证准确,如果不准确怎么办,
2参与保护连锁的数据是否有直接影响设备的安全运行
PLC控制程序的优点,在于可以根据采集到的数据不断的判断现在的生产工况,根据不回的工况发出不回的命令。而不同的命令对设备起到不同的作用。所以,信号采集是PLC控制程序的起点.如
6.37(16) ORBOOL
于造价高,安全系数高,设备故障率很低;反观对其检测的测量元件,故障率要高出不少。举例说明以下,一台汽轮鼓风机机组,除了自身的故障率低以外,有操作人员对其监护维护,而检测机组的热电阻(轴瓦温度等),由于长期在高温,机组内部密闭,外部接线密集的环境下,出现故障的几率要比机组出现故障的几率要大,这时候如果保护连锁程序采取对任意温度出现异常都要出发停机信号的话,这就属于过保护了。因为,当热电阻出现故障时.虽然采集到的温度出现异常,但是机组实际运行的温度却是正常的,在机组正常生产时候突然产生停机,这样的情况是完全不必要的,特别是考虑到突然停机对
FBI_6_46(27)
RS
%000419[
900427 042 0042
1000431 5000433 5000433 5000309 50003111
00030
图1 图2
R
>ESTOP
G1531 40153
修改前.任意温度超过100度就会引发停机命令
FB427(26
AALM
LISA_311_SD
ALN ALN
HALN LA
>LISA_311_S_H MUISA311 S
010sD
图3
4.58(31 TON 92
>LISA_311_S LL
修改前,液位低于1.5发出过低报警触发停泵命令。
电子制作081
上一章:工业CT材料密度测量方法研究
下一章:软件开发项目过程质量控制要点