您当前的位置:首页>论文资料>光整机自动化控制简介及程序优化
内容简介
 数事执术与血用
数事执术与血用光整机自动化控制简介及程序优化
李波
(唐钢微尔自动化公司河北唐山063000)
数控技术
摘要:文本重点介绍连续热键锌生产线光整机的结构功能,及对程序的优化内容,并将最后的优化效果以截图的形式进行展示。关键词:光整机自动化控制结构程库优化
中图分类号:TP29
文献标识码:A
文章编号:1007-9416(2014)05-0007-01
唐钢冷轧工程是国家十一五重点工程,是唐钢十一五期间发展
的核心工程,是唐钢产品结构调整的重大项目,该工程共有11条生产线,设计年产量250万吨,冷轧工程的建设填补了唐钢生产冷轧板材的空白,在唐钢的发展规划中起着重要作用。由于热镀锌带钢使用范围在不断扩大,镀锌后的带钢表面涂漆和涂塑料的工艺得到广阔的应用,尤其是家电和汽车工业突飞猛进的发展,对高质量镀锌板的要求量大幅度增加,甚至到了供不应求的地步,因此新投人镀锌生产线都增加了光整机。本文重点就唐钢冷轧3#镀锌光整机结
构及程序优化进行阐述 1光整机结构简介
光整机为镀锌生产线极为重要的后处理设备,同随后的拉矫
机相互配合,对钢带表面质量提高有着极为重要的作用,其控制方式可分为轧制力控制和延伸率控制两种,通过4#张力辑和5#张力辑的张力调节,和光整机辑缝的位置调节,已达到理想的延伸率和张力。
2光整机的程序优化
长期以来,三镀锌光整机的主要问题包括:光整机轧制线标定程序需要优化、有带钢清零和无带钢清零程序功能缺失、当焊缝通过光整机时焊缝前后未光整部分过长、延伸率模式下延伸率达到设
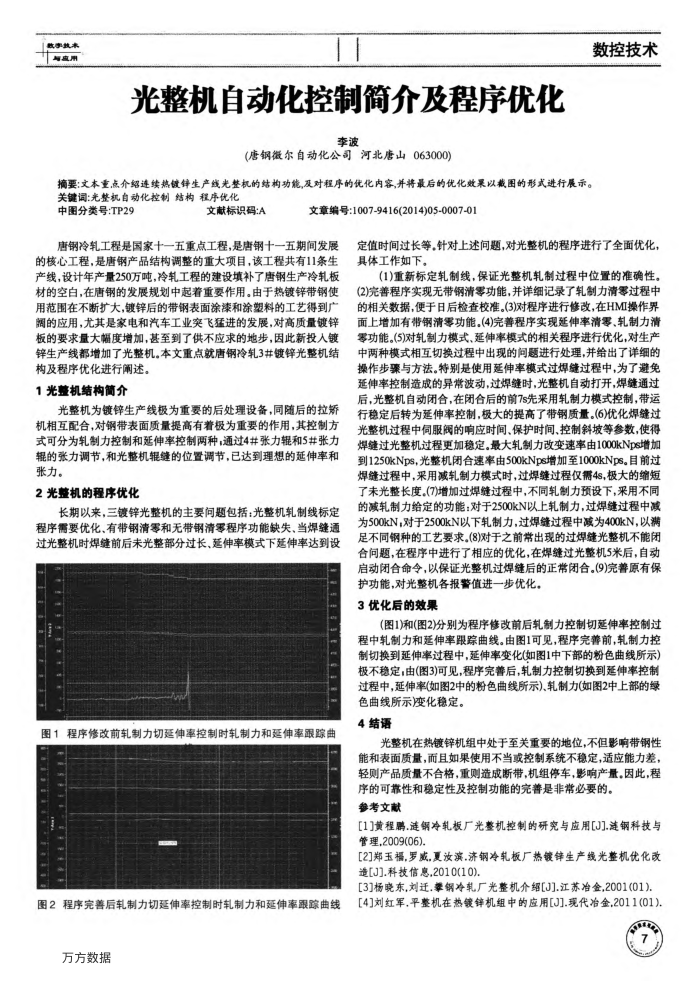
图1程序修改前轧制力切延伸率控制时轧制力和延伸率跟踪曲图2程序完善后轧制力切延伸率控制时轧制力和延伸率跟踪曲线
万方数据
定值时间过长等,针对上述间题,对光整机的程序进行了全面优化,具体工作如下。
(1)重新标定轧制线,保证光整机轧制过程中位置的准确性。(2)完善程序实现无带钢清零功能,并详细记录了轧制力清零过程中的相关数据,便于日后检查校准。(3)对程序进行修改,在HMI操作界面上增加有带钢清零功能.(4)完善程序实现延伸率清零、轧制力清零功能。(5)对轧制力模式、延伸率模式的相关程序进行优化,对生产中两种模式相互切换过程中出现的间题进行处理,并给出了详细的操作步骤与方法。特别是使用延伸率模式过焊缝过程中,为了避免延伸率控制造成的异常波动,过焊缝时,光整机自动打开,焊缝通过后,光整机自动闭合,在闭合后的前7s先采用轧制力模式控制,带运行稳定后转为延伸率控制,极大的提高了带钢质量。(6)优化焊缝过光整机过程中伺服阀的响应时间、保护时间、控制斜坡等参数,使得焊缝过光整机过程更加稳定。最大轧制力改变速率由1000kNps增加到1250kNps,光整机闭合速率由500kNps增加至1000kNps。目前过焊缝过程中,采用减轧制力模式时,过焊缝过程仅需4s,极大的缩短了未光整长度(7)增加过焊缝过程中,不同轧制力预设下,采用不同的减轧制力给定的功能:对于2500kN以上轧制力,过焊缝过程中减为500kN,对于2500kN以下轧制力,过焊缝过程中减为400kN,以满足不同钢种的工艺要求。(8)对于之前常出现的过焊缝光整机不能闭合问题,在程序中进行了相应的优化,在焊缝过光整机5米后,自动启动闭合命令,以保证光整机过焊缝后的正常闭合。(9)完善原有保
护功能,对光整机各报警值进一步优化。 3优化后的效果
(图1)和(图2)分别为程序修改前后轧制力控制切延伸率控制过程中轧制力和延伸率跟踪曲线。由图1可见,程序完善前,轧制力控制切换到延伸率过程中,延伸率变化(如图1中下部的粉色曲线所示)极不稳定:由(图3)可见,程序完善后,轧制力控制切换到延伸率控制过程中,延伸率(如图2中的粉色曲线所示)轧制力(如图2中上部的级
色曲线所示度化稳定。 4结语
光整机在热镀锌机组中处于至关重要的地位,不但影响带钢性能和表面质量,而且如果使用不当或控制系统不稳定,适应能力差,轻则产品质量不合格,重则造成断带,机组停车,影响产量,因此,程
序的可靠性和稳定性及控制功能的完善是非常必要的。参考文献
[1]黄程鹏.连钢冷轧板厂光整机控制的研究与应用[J].连钢科技与管理,2009(06)
[2]郑玉福,罗威.夏汝滨.济钢冷轧板厂热镀锌生产线光整机优化改造[J].科获信息,2010(10)
[3]杨晓东,刘迁.举钢冷轧厂光整机介绍[J].江苏冶金,2001(01]。[4]刘红军,平整机在热镀锌机组中的应用[J].现代冶金,2011(01).
上一章:电力信息网运检自动化工具实践
下一章:PLC技术在校园节水中应用