您当前的位置:首页>论文资料>棒材轧制中制动裙板控制过程分析
内容简介
 总第203期 2015年4月
总第203期 2015年4月文章编号:10099700(2015)02004703
南方金属 SOUTHERN METALS
棒材轧制中制动裙板控制过程分析
谭芳,彭科,李明
(宝钢集团广东韶关钢铁有限公司,广东韶关512123)
Sum.203 April2015
摘要:对样材生产线设备中制动裙板的控制原理及制动过程进行分析,针对轧制速度的不同,制动裙板动作过程
的相关参数也要随之调整,以确保生产稳定运行。关键词:制动裙板;动作周期;摩擦系数
中图分类号:TG333.2
文献标识码:B
ProcessAnalysisofTiltingApronsControlInBarRolling
TAN Fang, PENG Ke, LI Ming
(Baosteel Group Guangdong Shaoguan Iron & Steel Co. , Lid. ,Qujiang, Guangdong, 512123, P. R. China)
Abstract: The controlling theory and tilting process analysis of tilting aprons are introduced in detail. The related parame ters of tilting aprons should be adjusted at the different speed correspondingly in order to ensure the stable operation of pro-duction.
Key words: tilting aprons; action cycle; friction coefficient
宝钢集团广东韶关钢铁有限公司(以下简称
“韶钢”)特棒广棒材的生产工艺流程中,制动裙板用于程材被剪切后的制动以及将棒材御到冷床上制动裙板控制由两部分组成:一部分是用于平衡裙板的气压系统:另一部分是电气制动装置.裙板控制是否稳定直接影响到整条生产线的生产能力和各项指标.轧机冷床的对齐方式有两种,头对齐和尾对齐[1],中棒生产线采用的是尾对齐.本文结合中棒生产线,重点介绍制动裙板的控制原理、控制方法及分析
制动裙板工作原理
1
制动裙板的控制操作一般有两种情况:一种是大规格低速轧制,制动裙板由高位降至低位,延时后再由低位升至高位,往复动作为一个动作周期:另种是小规格高速轧制,制动裙板由高位降至低位,延时后再由低位升至中位,在中位延时一段时间,使棒材在制动裙板上有充分的时间制动,然后继续上升至高位,完成一个动作周期.制动据板的初始位置始
收稿日期:2014-10-15
终为高位[2]
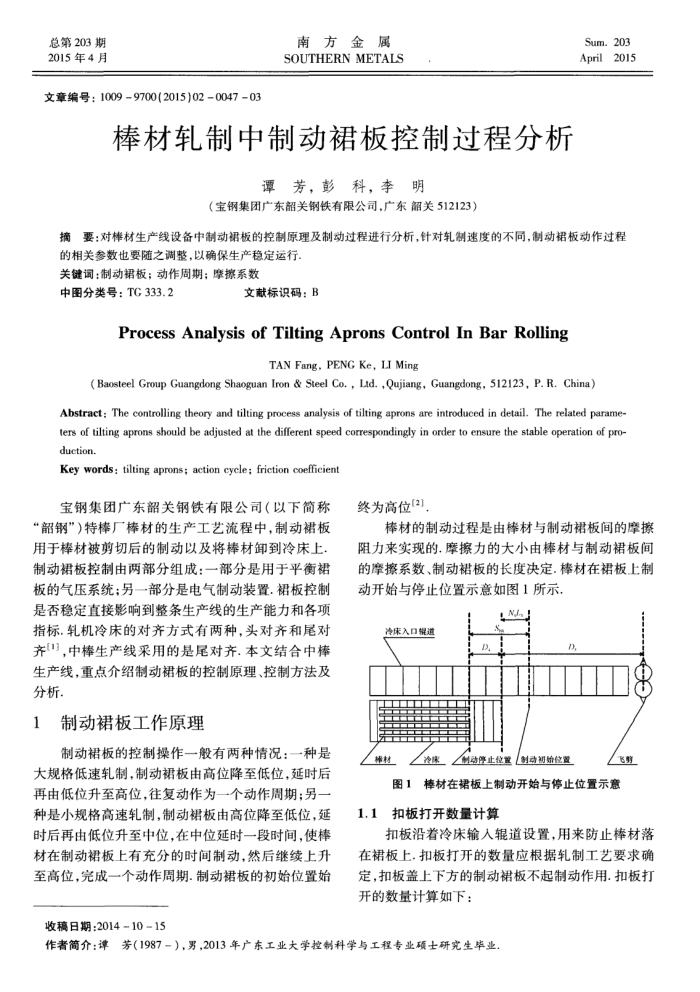
棒材的制动过程是由棒材与制动裙板间的摩摄阻力来实现的.摩擦力的大小由棒材与制动裙板间的摩操擦系数、制动裙板的长度决定,棒材在裙板上制动开始与停止位置示意如图1所示
净床入口辑道
D
事材
冷床创动停止位置创动初验位置
飞菱
图1棒材在裙板上制动开始与停止位置示意
1.1扣板打开数量计算
扣板沿着冷床输人辊道设置,用来防止棒材落在裙板上.扣板打开的数量应根据轧制工艺要求确定,扣板盖上下方的制动裙板不起制动作用.扣板打开的数量计算如下:
作者简介:谭芳(1987-),男,2013年广东工业大学控制科学与工程专业硕士研究生毕业.
上一章:钢材综合成材率的实现原理及应用
下一章:Pb/Al属多层膜的红外性能研究