您当前的位置:首页>论文资料>核电站主蒸汽管道护板焊缝残余应力分析
内容简介
 婷接生产应用ProduclionTheme
婷接生产应用ProduclionTheme39(11) :115 116.
幸锦.20/0Cr18Ni9复合管焊接工艺和
【3】王能利,潘希德,薛
接头的抗腐蚀性能[J].焊接,2003(5):23-26.
[4]王小艳,潘建新,周华,等.复合管管端堆焊Inconel625合
金工艺及性能研究[J].热加工工艺,2010,40(21):155 156.
吕世雄,王廷,冯吉才.20G/316L双金属复合管弧焊接
[5]
头组织与性能[J].焊接学报,2009,30(4):93-96.
作者简介:汪建明,1983年出生,工学硕士,主要从事海洋石
油工程管理工作,已发表论文3篇。
核电站主蒸汽管道护板焊缝残余应力分析
中核核电运行管理有限公司(海盐县314300)
操丰毛彩云方江唐世延梁青松丁有元
摘要针对某核电机组检修期间在主蒸汽管道护板角焊缝发现的多处液体渗透超标线性缺陷,设计了4种不同工艺条件的焊接模拟试件并采用盲孔法测量了焊缝和热影响区的残余应力,分析了护板焊缝残余应力影响因素及其分布规律,提出了降低残余应力的有效措施,
关键调:护板焊缝残余应力分布
试验研究
中图分类号:TG404
0前言
为限制事故工况下管道位移大小和方向,核电站
主蒸汽管道通过护板角焊缝、整体支架连接到另一端固定在墙壁的阻尼器上。国内某核电机组检修期间在对护板角焊缝进行液体渗透(PT)检查时发现多处超标线性缺陷,与焊缝结构、焊接工艺和残余应力分布紧密相关。为深人分析缺陷成因及影响因素,设计了4种不同工艺条件的焊接模拟试件并采用盲孔法测量了残余应力,分析了护板角焊缝残余应力影响因素及其分布规律,提出了降低残余应力、提高焊缝可靠性的针对性措施,对类似焊缝的设计、制造、安装和检修具有重要借鉴意义。
模拟试件及其焊接工艺 1.1
模拟试件结构
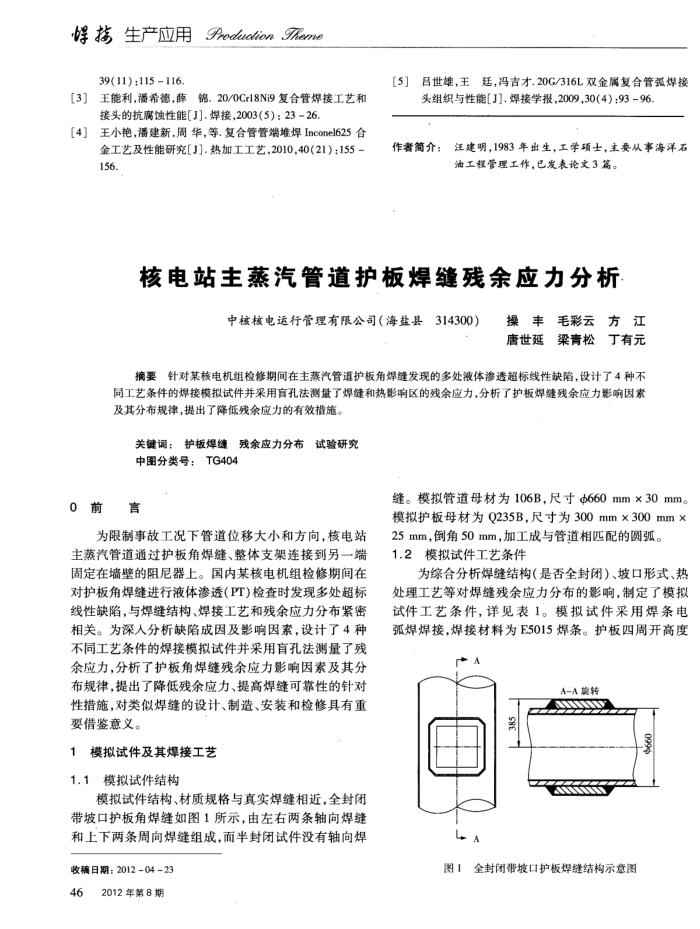
模拟试件结构、材质规格与真实焊缝相近,全封闭带坡口护板角焊缝如图1所示,由左右两条轴向焊缝和上下两条周向焊缝组成,而半封闭试件没有轴向焊
收稿日期:2012-04-23
46
2012年第8期
缝。模拟管道母材为106B,尺寸Φ660mm×30mm。模拟护板母材为Q235B,尺寸为300mm×300mmx
25mm,倒角50mm,加工成与管道相匹配的圆弧。 1.2模拟试件工艺条件
为综合分析焊缝结构(是否全封闭)、坡口形式、热处理工艺等对焊缝残余应力分布的影响,制定了模拟试件工艺条件,详见表1。模拟试件采用焊条电弧焊焊接,焊接材料为E5015焊条。护板四周开高度
A-A蒙转
图1全封闭带坡口护板焊缝结构示意图
上一章:核电站控制棒驱动机构棘爪销孔堆焊技术研究
下一章:哈氏合金焊接工艺探讨