您当前的位置:首页>论文资料>核电站控制棒驱动机构棘爪销孔堆焊技术研究
核电站控制棒驱动机构棘爪销孔堆焊技术研究
内容简介
 洋捞试验研究ReierchPune
洋捞试验研究ReierchPune核电站控制棒驱动机构棘爪销孔堆焊技术研究
中国广东核电集团中科华核电技术研究院有限公司(深圳市518124)成都瑞迪机械实业有限公司(610035)
吕永红周建明
白冰
卢朝晖向文元黄文有郑继雷
摘要为确保核电站控制棒驱动机构的核心运动部件一一棘瓜在60年全寿命周期的安全可靠性,以及运动时具有良好的耐磨性和韧性,采用氧乙快堆焊方法对辣爪表面和销孔进行钻基合金堆焊。通过自主技术攻关,增焊后的棘瓜在模拟核电站反应堆压力容器高温高压的运行环境下,完成了!000万次的寿命考验,并具备了批量化工程应用的能力,打破了国外的技术革断,填补了国内该领域的空自。文中主要对近5年的技术研究进行总结,详细描述了制约核电站控制棒驱动机构国产化的一种关键技术。
关键词:核电站控制棒驱动机构棘爪钻基合金堆焊中图分类号:TG455
0前言
控制棒驱动机构(以下简称CRDM)是压水堆核电站反应堆控制和保护的核心设备之一,是反应堆本体中唯一的动设备,CRDM安装在压力容器顶部,通过带动堆芯控制棒在堆芯上下运动来调节和控制反应堆的反应性,实现反应堆的启动、功率调节、正常停堆和事故停堆等功能,对核电厂的安全运行起到至关重要的作用。
国内外核电界一直致力于提高CRDM可靠性和使用寿命的研究比如,法国日蒙公司在N4核电站中采用了双齿棘爪的CRDM,美国EMD公司研制成功L-106C型CRDM,则采用整体式的耐压壳和双齿棘爪结构。总的来说,国外技术在不断地朝着更高的可靠性和延长使用寿命方面更新和提高。
棘爪组件是CRDM的动作部件,安装在密封壳内,上端固定,下端径向定位,轴向无约束,以保证其在高温下能自由膨胀。两组棘爪按时序运动摆进摆出,支持驱动杆的提升或下插,每组棘爪由3个沿圆周方向呈120°的棘爪组成。
文中通过不断的工艺摸索和试验研究,寻找一种标准化的CRDM棘爪销孔的堆焊工艺,最终使棘爪全
面国产化,提升其寿命和安全可靠性。收稿日期:2012-03-19
基金项目:国家科技支撑计划项目:百万千瓦级压水堆核电站控制棒驱
动系统研究开发(2011BAA06B01)。
322012年第11期
1部件结构及性能要求 1.1棘爪材料及结构特点
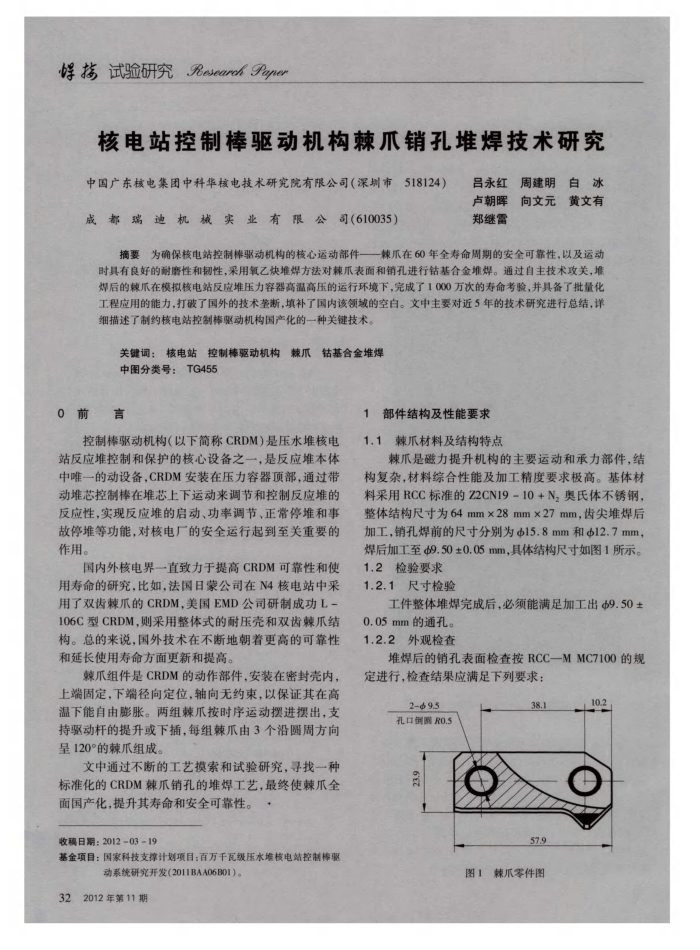
棘爪是磁力提升机构的主要运动和承力部件,结构复杂,材料综合性能及加工精度要求极高。基体材料采用RCC标准的Z2CN19-10+N,奥氏体不锈钢,整体结构尺寸为64mm×28mm×27mm,齿尖堆焊后加工,销孔焊前的尺寸分别为Φ15.8mm和Φ12.7mm,焊后加工至9.50±0.05mm,具体结构尺寸如图1所示。
1.2检验要求 1.2.1尺寸检验
工件整体堆焊完成后,必须能满足加工出Φ9.50±
0.05mm的通孔。 1.2.2外观检查
堆焊后的销孔表面检查按RCC一MMC7100的规定进行,检查结果应满足下列要求:
2±9.5 孔口倒圈R0.5
6
38.1 57.9
图1棘爪零件图
10.2
相关文章
NB/T 20372-2016 压水堆核电厂反应堆控制棒驱动机构安装技术规程
NB/T 20224-2013 压水堆核电厂控制棒驱动机构设计制造规范
NB/T 20279-2014 核电厂控制棒驱动机构线圈绝缘系统耐热性评定方法
NB/T 20007.39-2015 压水堆核电厂用不锈钢 第39部分:控制棒驱动机构驱动杆用马氏体不锈钢棒
NB/T 20008.26-2017 压水堆核电厂用其他材料第26部分∶控制棒驱动机构用球墨铸铁件
NB/T 20008.26-2017 压水堆核电厂用其他材料 第26部分:控制棒驱动机构用球墨铸铁件
NB/T 20008.16-2012 压水堆核电厂用其他材料 第16部分:控制棒驱动机构用钴基合金
NB/T 20007.22-2012 压水堆核电厂用不锈钢 第22部分:反应堆控制棒驱动机构驱动杆用马氏体不锈钢无缝钢管