����ǰ��λ�ã���ҳ>��������>һ��ͪ������װ��¯�����¶ȿ��Ʒ����Ľ�
һ��ͪ������װ��¯�����¶ȿ��Ʒ����Ľ�
���ݼ��
 ��������
��������һ��ͪ������װ��¯�����¶ȿ��Ʒ����Ľ�
����ΰ���棨����ʯ���豸ά��˾����������730060)
ժҪ���������ȶ�һ��ͪ����ǽװ�ý����˼��ܣ���ζ�װ�ü���¯���¸����ԭ�����¯�����¶ȿ����ϳ��ֵ���������һ���������������ص�����¯�����¶ȿ��Ʋ��ȵ�ԭͼ�Լ�����о����ƶ���ʵ�ȸĽ���ʩ��������֪�������������Ҳ�ԸĽ����ʵ������Ч�������˷������ܽ�
�ؼ��ʣ������¶ȣ�����¯��ǰ�� 1װ�ü��
����ʯ����˾��һ��ͪ������װ�ã��������ϡ���գ� 1958����ԭ����Ԯ����װ��ԭ�������Ϊ9.17���/�꣬������ĸ���ӹ�������25���/�ꡣװ���������ᾧϵͳ����������ϵͳ���䶳ϵͳ��������ձ�ϵͳ����������ϵͳ�����ͽ�Ʒ�����ͻ���ϵͳ��������չ���ϵͳ��ɡ�2013���ɻ��̹�˾��ƣ���װ���DZ�����ϵͳ�Ͳ��ֹ����豸�����̽����˸��¸Ľ������й����豸�����̸Ľ�������Ҫ���ǶԼ���¯���ֽ����˸��¸Ľ���
2����¯���ִ��ڵ����� 2.1ԭ����¯���ڵ�����
װ��ԭ��2̨����¯������¯~1���Ϊһ¯���ã�����·���Ͻ��ʲ�ͬ��¯~1һ·����Ϊȥ���ͣ�¯~1��·����Ϊ���ࡣ����ʵ��ʹ�ù����У�����·����������ϴ�ʱ��¯�������¶Ȳ��������¯����ƫ��¯���մ����¹ʣ��ر����ڿ�ͣ��������¯����·���ϲ�����ʱ����������ֵ���Ϊͻ����
Ϊ�˽��¯~1һ¯������ɵ�ȥ���ͼ���¯�������ռ���¯¯Ĥ�¶��Ӱ������⣬2013��װ�ý����˼���¯���죬��ԭ����2̨����¯������½�3̨����¯�ֱ�����ȥ���͡����������ͻ���ϵͳ
2.2����¯���º���ڵ�����
װ�ø���ǰ��2̨����¯�¶ȿ��Ʒ��������ó����¶ȵ�ͬ·���ƣ���¯�����¶ȿ���ȼ���������Ŀ��Ʒ�����ȼ����������ȼ����ѹ�����ƻ�·��������¯���¸����Ϊÿ̨����¯ȼ�����߷ֱ�װһ̨�������������Լ��ȼ����������ͬʱ������¯�����¶ȿ��Ʒ�����Ϊ¯�����¶Ⱥ�ȼ���������������ƣ����ڿ������ʵ�������з��ֵ�ȼ��������С��������¯�w�¶Ƚ����������IJ�����ʹ��¯�����¶�Ҳ��֮��������������·�������з�������������·����Ͷ��
�Զ����У�����Ӱ���˹���������ƽ�����С� 3ԭ�����
������ֺ����Ƿֱ�ӹ��պ��DZ�����������˷�������
��������֤����������ȫƽ�����С� 3.1�DZ����ط���
����ǰԭ����¯�¶ȿ��Ʒ�������¯�����¶�ֱ�ӿ���ȼ����������
��������Ϊ¯�����¶Ⱥ�ȼ���������������ơ����У�ȼ������������DZ�Ϊ����3̨���������ƣ������ڹ������ṩԭʼ������ʵ���������ڽϴ�ƫ���ʹ��3̨������������ѡ��������ƫ��ʵ��ʹ��ʱ����������ﵽ�����̵�7%��
��ȼ����������Сʱ�����������DZ�ָʾΪ�㡣 3.2�������ط���
����ǰ�����豸�ı䶯Ϊ����ԭ�е�2̨����¯������½�3̨����¯�ֱ�����ȥ���͡����������ͻ���ϵͳ������¯~ 118������2016��4��
������
1ԭ��Ϊȥ���ͣ�����ȥ���ͻ���ϵͳ��¯~2ԭ��Ϊ���࣬����������ϵͳ��¯~3ԭ��Ϊ�����ͣ����������ͻ���ϵͳ��3̨����¯�У�¯~1��¯~2ԭ��������Ϊ�ȶ���������������ʱ�������������ܹ��չ�������ʱ��ϴ��Ӱ�죬¯~3�����������ΪƵ�����ή���������������ϴ�¯���¶��Լ�¯�����¶Ȼ����һ����Ӱ�졣
ͨ�����DZ��������������صķ�����������Ϊȼ�������������DZ����̹�������ɴ�����·��������������Ͷ�����е���Ҫԭ�����⣬¯~3������Ƶ������Ҳ����ɻ�·��
�Ʋ��ȣ����������ԭ��֮һ�� 4�ƶ��������
�����DZ�ѡ�Ͳ�����ɵ����̹���װ�����������ڼ���ʱ���������¯-3������Ƶ�貨��Ҳ�����ڹ������������¡��������ǿ��Ǹı����еļ���¯�����¶ȿ��Ʒ�����
�����Ϸ����Ļ����ϣ�����������Ŀ��ƾ��������ƶ��� 2�Ľ�������
4.1��¯~1.¯~2�Բ��ü���¯����ǰ��¯�����¶ȵ���·���ƣ����߲���¯���¶Ⱥ�¯�����¶ȴ������ơ�
4.2��¯~3����¯���¶Ⱥ�¯�����¶ȴ������ƣ����߲���¯Ĥ�¶Ⱥ�¯�����¶ȴ����ӽ�������ǰ�����ơ�
��ʵ��������ԣ����ս������ȷ��Ϊ����¯~1��¯~2����¯�����¶ȵ���·���ƣ���¯~3����¯���¶Ⱥ�¯�����¶ȴ���������ǰ�����ơ�
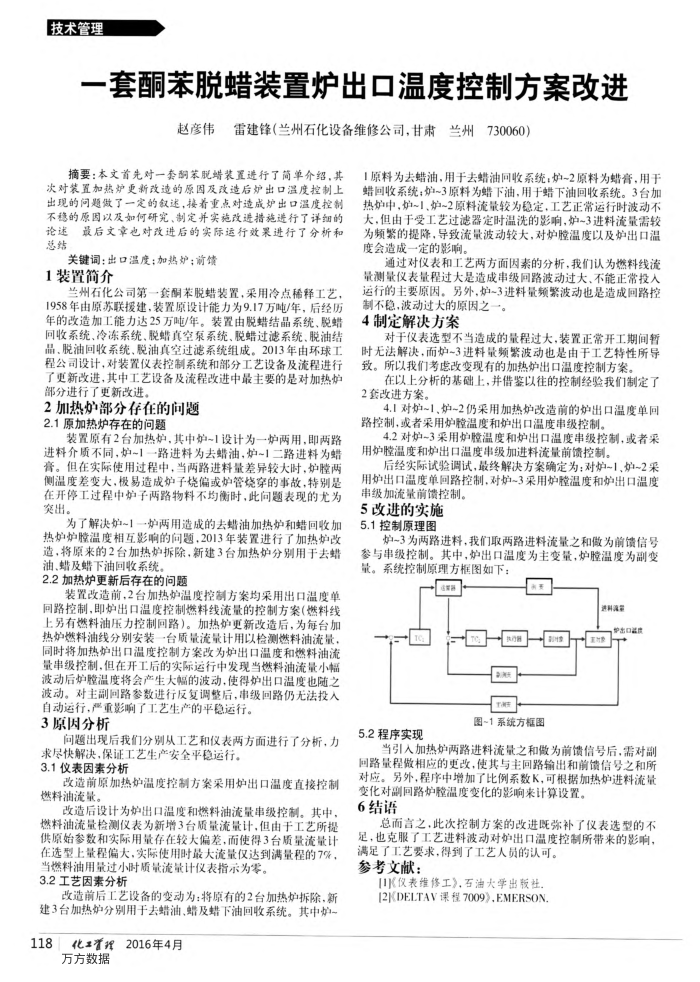
5�Ľ���ʵʩ 5.1����ԭ��ͼ
¯~3Ϊ��·���ϣ�����ȡ��·��������֮����Ϊǰ���źŲ��봮�����ơ����У�¯�����¶�Ϊ��������¯ͫ�¶�Ϊ��������ϵͳ����ԭ������ͼ���£�
��
��������
+TC:
5.2����ʵ��
pan
һ��
ͼ-1ϵͳ����ͼ
���������¯��·��������֮����Ϊǰ���źź���Ը�ͬ·��������Ӧ�ĸ��ģ�ʹ������ͬ·�����ǰ���ź�֮������Ӧ�����⣬�����������˱���ϵ��K���ɸ��ݼ���¯��������
�仯�Ը���·¯���¶ȱ仯��Ӱ�����������á� 6����
������֮���˴ο��Ʒ����ĸĽ����ֲ����DZ�ѡ�͵IJ��㣬Ҳ�˷��˹��ս��ϲ�����¯�����¶ȿ�����������Ӱ�죬
�����˹���Ҫ�õ��˹�����Ա���Ͽɡ��ο����ף�
[1K�DZ�ά����,ʯ�ʹ�ѧ������[2KDELTAV�γ�7009��EMERSON
��һ�£���̽�����ھ�����ҵ�е�Ӧ��
��һ�£��������ô���ҵת��ר����������