以濮侧2-169井为例讨论油管输送射孔失败的原因及改进
内容简介
 以濮侧2-169并为例讨论油管输送射孔失败的原因及改进
以濮侧2-169并为例讨论油管输送射孔失败的原因及改进刘玉龙喻辉张晖蒋风雷郭建光(中石化中原石油工程有限公司地球物理测井公司)
摘要:主要针对近年来油管输送射扎范工中发生的检身不起爆点部分起爆以及卡检、推检等不成功的同题,从施工器材、范工方案、施工操作以及并简条件等方面进行了分析,并针对以上情况从提高操作人员素质、改进施工器材、引选先进的技术设备等方面提出了相应的改进方法,对今后或功应用油管输送射我范工数到了一定的作用
关键词:油管传输射扎;射孔工艺;检身;越媒.濮侧2-169并施工经过
液侧2-169并,73-5无电缆,共30支抢,三级起爆经TCP
二起爆器起爆正常,油底最后一根枪未响,
监测结果显示第一,
11月20号作业队出油管发现最后九根枪身落井:枪身落并原因分析
经了解,作业队下冲砂管柱时有遇阻现象,作业队加压通过
11月18号晚在下
起出管柱后发
带有暴挂器
营变
的管的过程审再次发现张方许指重变小,在加压3吨层募涌管下入并内这说明并简内套管有套变,调整过程中,下油管短节遇阻后转管柱是造成枪身落井的最主要原因近年来油管传翁射究寒道工中出现的不成功的精况主要看以下儿不方面
下并施工枪身全部未起爆下并后只有部分枪身起煤,
特别是在大跨度夹层或夹层
较多的并,“有的是实层上部稳身未起率产者的是笑套宇部穿未起爆
三.油管传输射孔不成功的原因分析
并确工枪点全果起渠原闪分析
在投样点火方式时,投格下行至投棒开孔装置时,由于投
没有撞击到投移起煤器
或因为油管内
表卡在开用位置外
的脏物或销高堆积在起器需上,将投精据准造成投桂无法定量控击到起爆器上,因而未带动起爆器,从而未引爆起爆器下部枪行
2.下并后只有部分抢身起焊原因分析
这种情况一般发生在二次射孔并段较长的、夹层较多的、夹层跨度较大的油管传劲射孔非中:特别是在水平井和多级起燥
次性射并段较长,
“枪身各部配合
工中
抢身转表
的环节较多,只要在某二组小环节上出点间题,就可能造成下井枪身部分
起的清
3.枪身落并或卡原因分析
(1)射孔器材的原因:主要是射孔检枪体、接头本身的加工与精理舞光大果专型在康品#食专康装荐内部灌水,
爆速度不够,“造成射孔弹不穿孔或部分穿孔,引起枪身效包或实形
(2)并简内部条件间题:如井简内本身的液柱太低,或者井简井漏造成液柱降低
不能很好保护枪身,从而造成炸枪事故
的发生。再者就是并简内本身存在不规则情况,如套管变形、缩替多后美质量发窄能反糖参养养毒不等孔启产生的毛制套四,改进措施
针对以前发生过的这些不成功的实例,采取了一系列的改进措确
1加强油管传输射孔筛工准备的质量担关,以装枪质量到起爆零、开孔装置的组装都有专人负责监督,并且明确责任人和监督人的职责,清点销钉的数自并核对登记:同时结合闵位纳兵活动,加强对操作人员的技能培训,强化工作责任心,,提高操作人员的认识,确保筛工的成功率,从人员操作上减少了问题发生的可能性
2加强了对产品性能的检验,加强检验手段,多方共同把孩是我留礼暴模离望产性家界的和键出色高是漫的得室
紫存在问愿的程境
器材停正使角,积极简生
新改进并试验成动后再行使用
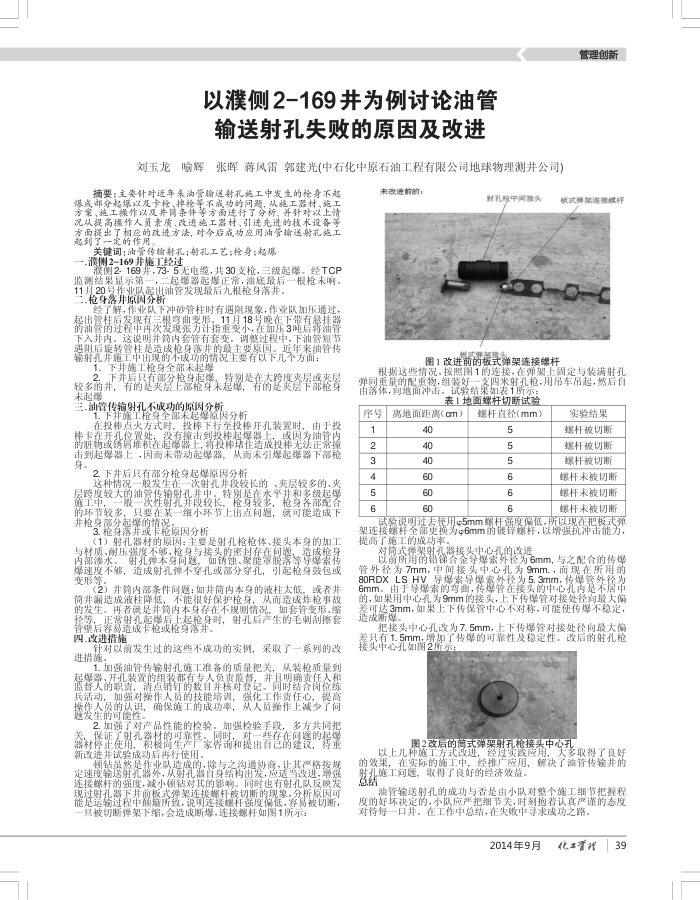
项钻虽然是作业队造成的,除与之沟通协商,让其严格按规定速度输送射机器外,从射孔器首身结构出发,应适当改进,增强连接螺杆的强度,减小领钻对其的影响。同时也有射孔队反映发现过射孔器下井前板式弹架连接螺杆被切断的现象,分析原因可能是运输过程中巅颠所致,说明连接螺杆强度偏低,容易被切斯,且被切断弹架下缩,会造成断爆,连接螺杆如图1所示:
未改通前的:
射孔抢中间接头
管理创新
板式弹禁连费据杆
图1改进箭覆武舞架连接竭杆
根据这些情况,按照图1的连接,在弹架上固定与装满射孔弹同重量的配重物,组装好一
支四米射孔枪用吊车吊起,然后自
由落体,尚地面冲击,试验结果如表1所示
表1地面螺杆切断试验
序号高地面距高(cm)
1 2 3 4 5 6
40 40 40 60 60 60
螺杆直径(mm)
5 5 5 9 9 6
实验结果螺杆被切断螺杆被切断螺杆被切断螺杆未被切断螺杆未被切断螺杆未被切断
试验说明过去使用=5mm螺杆强度偏低,所以现在把板式弃架连接螺杆全部更换为=6mm的镀锌螺杆,以增强抗冲击能力,提高了施工的成功率
对简式弹架射机器接头中心几的改进
改前所角的铅锑合签导爆索外轻为6mm,与之配合的传焊管外径为7mm,中间接买中心孔为9mm,而现在所用的 80RDXLSHV导爆索导爆索外径为5.3mm,传焊管外径为 6mm:由于导燥索的弯曲,传弹管在接实的中芯乳两是不磨审的,如果用中心孔为9mm的接买,上下传爆管对接处径向最大偏差可达3mm,如果上下传保管中心不对称,可能使传爆不稳定,浩成新媒
报接头中心孔改为7.5mm,上下传爆管对接处径向最大值差只有1.5mm,增加了传爆的可靠性及稳定性。改后的射孔枪接头中心升加图2所示
图2改后的筒式弹架射孔枪接头中心孔
天多取得了良好
以上儿种随工方式改进,经过实段应用
的效果,在实际的工中,经推广应用,解决了油管传输并的
射孔随工问题,取得了良好的经济效益,结
油管输送射孔的成功与否是由小队对整个筛工细节把握程度的好环决定的,小以应严把细节关,时刻抱着认真严谨的态度对待每一口井,在工作中总结,在失败中寻求成功之路。
2014年9月
化置f139
上一章:纸张涂层用苯丙微乳液合成及应用研究
下一章:油层强压深度造缝增油技术