����ǰ��λ�ã���ҳ>��������>����Ӧ�����߿ӹ�
����Ӧ�����߿ӹ�
���ݼ��
 ǰ��
ǰ������������ȹ�Ȩ������Ӧ�����߿ӹ�����Ӧ�����߿ӹ�
Connecting Rod Stress of Curved HoleMachining
����������ȹ�Ȩ���(��ɳ�������ػ�������˾��
��ժҪ]�������Ӧ�����߿ľ��ӹ�������һ��ר���������������ͼӹ�������[�ؼ���]����Ӧ�����߿�����犴�
Key words: Connecting rod Stress of curved hole NC Boring machine
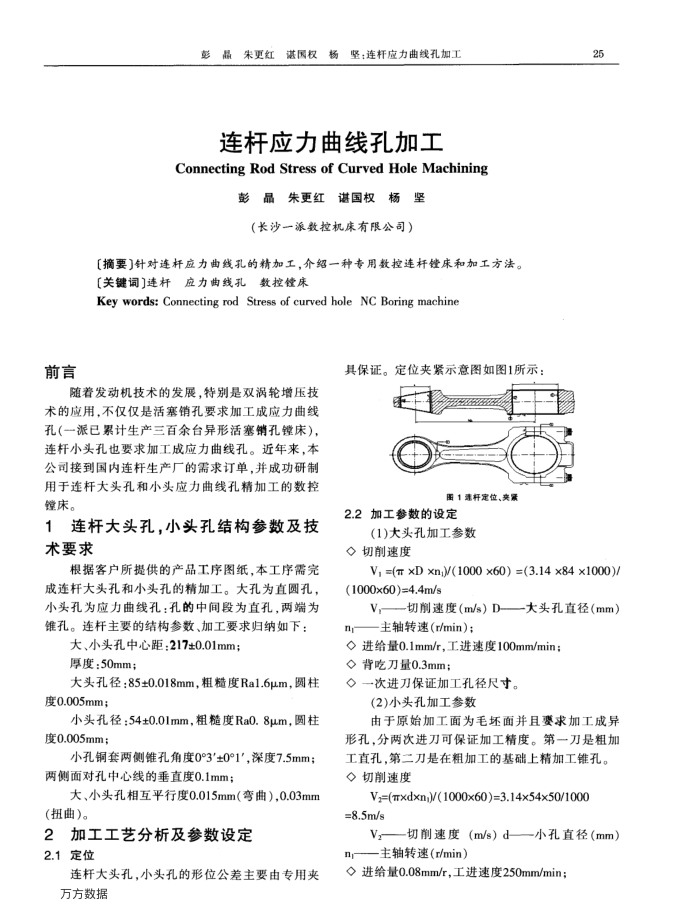
�߱�֤����λ�н�ʾ��ͼ��ͼ1��ʾ��
���ŷ����������ķ�չ���ر���˫������ѹ������Ӧ�ã��������ǻ�������Ҫ��ӹ���Ӧ�����߿ף�-�����ۼ�����������̨���λ������״���������Сͷ��ҲҪ��ӹ���Ӧ�����߿ס�������������˾�ӵ��������������������������ɹ�����
�������˴�ͷ��СͷӦ�����߿��ӹ�������
犴��� 1
���˴�ͷ�ף�Сͷ�ṹ����������Ҫ��
���ݿͻ����ṩ�IJ�Ʒ����ͼֽ����������������˴�ͷ��Сͷ�ľ��ӹ������ΪֱԲ�ף�Сͷ��ΪӦ�����߿ף����м��Ϊֱ�ף�����Ϊ�ס�������Ҫ�Ľṹ�������ӹ�Ҫ��������£�
��Сͷ�����ľࣺ217��0.01mm����ȣ�50mm��
��ͷ����85��0.018mm���ֲڶ�Ra1.6��m��Բ����0.005mm��
Сͷ����54��0.01mm���ֲڶ�Ra0.8��m��Բ����0.005mm��
С��ͭ�������Ƕ�0��3��0��1'.���7.5mm��������Կ������ߵĴ�ֱ��0.1mm��
��Сͷ���ƽ�ж�0.015mm����������0.03mm(Ť��)��
2�ӹ����շ����������趨 2.1��λ
���˴�ͷ�ף�Сͷ����λ������Ҫ��ר�ü�������
ͼ1���˶�λ��ʵ��
2.2�ӹ��������趨
(1)��ͷ�ӹ����� �������ٶ�
25
V, =(�� xD xn,)/(1000 ��60) =(3.14 ��84 ��1000)/(1000x60)=4.4m/s
V�������ٶȣ�m/s��D����ͷ��ֱ����mm��
n
����ת�٣�r/min����
�̽�����0.1mm/r�������ٶ�100mm/min�� �̱��Ե���0.3mm��
��һ�ν�����֤�ӹ����ߴ硣
(2)Сͷ�ӹ�����
����ԭʼ�ӹ���Ϊë���沢��Ҫ��ӹ������οף������ν����ɱ�֤�ӹ����ȡ���һ���Ǵּӹ�ֱ�ף��ڶ������ڴּӹ��Ļ����Ͼ��ӹ��ס� �������ٶ�
V,=(xdxn;)/(1000x60)=3.14x54��50/1000 =8.5m/s
V
�����ٶȣ�m/s��dС��ֱ����mm��
n,��������ת��(r/min)
�̽�����0.08mm/r�������ٶ�250mm/min��