您当前的位置:首页>论文资料>胶带斗式提升机的头轮改造
内容简介
 杨远钊:胶带式提升机的头轮改造
杨远钊:胶带式提升机的头轮改造中图分类号:TQ172.68文献标识码:B文章编号:1007-0389(2010)02-69-01 胶带斗式提升机的头轮改造杨远钊(华新水泥股份有限公司黄石分公司,湖北黄石435002)
在水泥生产过程中,斗式提升机是常见的输送设备,通常使用的有胶带斗式提升机及链条斗式提升机二类。链条斗式提升机常用的输送链条有环链、板链及铸链三种类型。然而,这三种类型的链条斗式提升机都具有笨重、链条销轴易磨损等缺点。其次,随着使用时间的推移,链条会不断加长,需要定期去掉一段链条,从而减少了斗子的数量,造成输送物料的能力降低。另外,随着使用时间的推移,会因链条销轴磨损不均匀,造成斗提两边链条长短不均,使链条整体走偏,斗子摩擦壳体,拉坏斗子;链条销轴磨损严重时会因为链条销轴强度大幅度下降,稍不注意会发生销轴断裂,链条断开,整条链条及斗子都跌落至下部壳体,称之为笼现象。一且发生跨笼故障,恢复生产将非常困难。胶带斗式提升机常用胶带及钢芯胶带两种。目前,使用较多的是钢芯胶带,其优点主要有:由于胶带斗式提升机有了底部张紧装置,可以在一定范围内调整胶带的长度;也可以通过调节张紧装置两边的张紧度,调整皮带跑偏现象;钢芯胶带由于钢芯受到橡胶层的保护,避免了磨损,轻易不会发生皮带横向断裂,造成挎笼的现象。但块状物料容易对胶带造成撕裂损伤,因此胶带斗式提升机一般使用在提升粉料的场合。鉴于胶带斗式提升机较链条斗式提升机的以上优点,本公
司对生料和水泥输送提升系统应用链条斗式提升机的地方进行全面改造,用钢芯
胶带斗式提升机取代了链条斗式提升机。
随着钢芯胶带斗式提升机的大量应用,在实践中又出现了新的间题。即胶带斗式提升机头轮的胶层会磨损(特别是在水泥输送胶带斗式提升机头轮的胶层磨损较快),从而会造成胶带跑偏、跳停事故发生。因此一旦发现胶层磨损后,应及时更换,否则同样会造成拉坏斗子等故障。
但胶带斗式提升机头轮的胶层更换是一件比较繁重的工作,需要将头轮整体拆下,装上新头轮,旧的送厂家重新铸胶。更换时,首先,需要将头轮备件起吊到胶带斗式提升机机头,做好准备工作;
工艺装备
待设备停机后,调节尾轮的张紧装置,松开皮带;再拆除电机、液力耦合器、减速机等;最后打开胶带斗式提升机机头轮罩壳,吊起皮带,抽出头轮。装上新头轮后,递向进行以上过程,进行安
装。为了减少胶带斗提驱动系统的占地面积,头轮与减速机连接一般股采用空芯轴连接,该联接方式比一般用连轴器联接的减速机拆除困难。本公司第一次更换减速机时,用了5d时间才将减速机与头轮拆开;其后每更换一次胶带斗提头轮,在顺利的情况下,准备与施工需要3d时间和7~8个人员投入。
针对以上的现状,我公司对胶带斗式提升机头轮进行了改造。其改造方案是将胶带斗式提升机头轮的胶层去掉,安装已制作好的分片式胶片。在更换的时候,只要打开斗胶带斗式提升机头轮罩壳侧门,拆除已磨损的分片式胶片,安装新的分片式胶片即可。这一革新改造使我们只需要4~5h就能便捷顺利地更换胶带斗式提升机头轮的胶层,达到减少更换时间、人员及停机时间的目的。
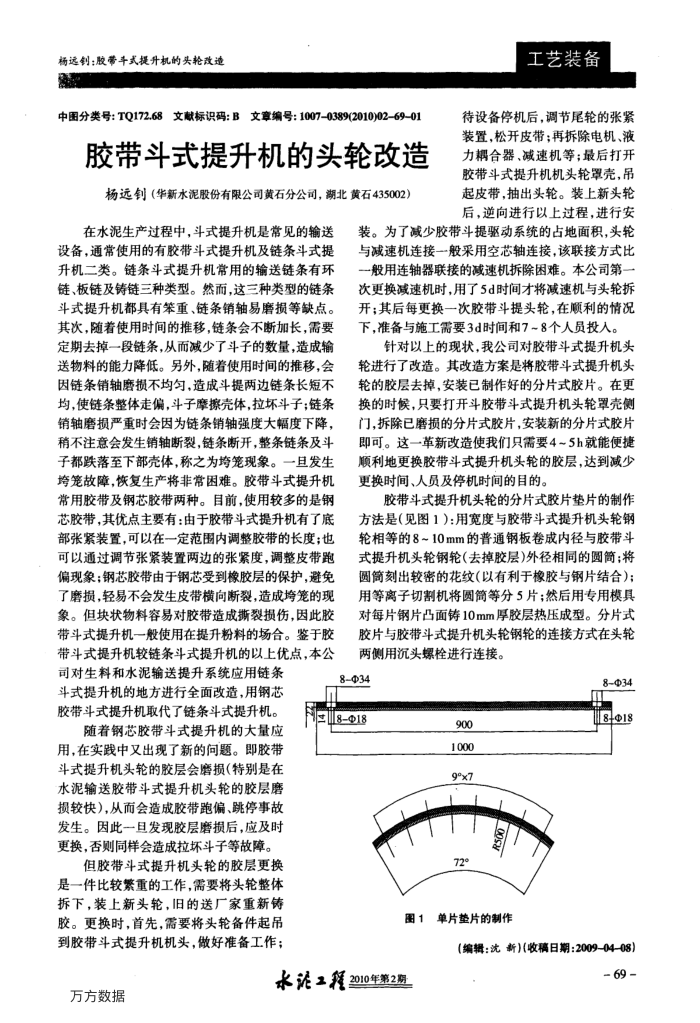
胶带斗式提升机头轮的分片式胶片垫片的制作方法是(见图1):用宽度与胶带斗式提升机头轮钢轮相等的8~10mm的普通钢板卷成内径与胶带斗式提升机头轮钢轮(去掉胶层)外径相同的圆筒;将圆筒刻出较密的花纹(以有利于橡胶与钢片结合);用等离子切割机将圆筒等分5片;然后用专用模具对每片钢片凸面铸10mm厚胶层热压成型。分片式胶片与胶带斗式提升机头轮钢轮的连接方式在头轮两侧用沉头螺栓进行连接。
8@34
8-018
900 1000 9°×7
图1单片垫片的制作
8034 18018
(编辑:沈新)(收稿日期:2009-04-08)
水泛工程2010年第2期
方方数据
69
上一章:配套万吨线NC型熟料辊式破碎机的应用
下一章:原料上料系统自动化控制的改造实施