您当前的位置:首页>论文资料>细长薄壁异形筒体组焊技术研究
内容简介
 ProduclionTheme生产应用悸接
ProduclionTheme生产应用悸接细长薄壁异形筒体组焊技术研究
中国工程物理研究院机械制造工艺研究所(绵阳市621999)
韦清芳汪兴均
摘要分析了细长薄壁异形筒体的结构特点及焊接可行性,提出了分段组焊加工再组焊再加工的加工思路。通过对比试验,确定了采用手工TIC焊,分层多道成形的焊接方法及相应的焊接参数。提出了采取刚性固定、水冷及局部高温退火等方法实现减小焊接变形及消除焊残余应力的工艺方法,并在实际生产中得到了,有效验证。
关键词:异形筒体残余应力焊接变形中图分类号:TG406
0序言
细长薄壁异形筒体在大型科学试验装置中具有较为广泛的应用,由于长径比过大,大多无法整体成型及加工,因此需要对其进行分段成型、加工后组焊,其组焊方法及焊接过程残余应力与焊接变形的控制对焊接质量及焊后加工质量、加工效率均有显著影响。文中通过数值模拟分析了细长薄壁异形简体的组焊可行性,并通过对比试验选择了合理的焊接方法及工艺参数,提出了焊接工艺参数与应力和焊接变形的控制措施,并已在某精密物理试验大型试验装置的建设中得到了应用验证。
1细长薄壁异形筒体制造难点及组焊可行性分析
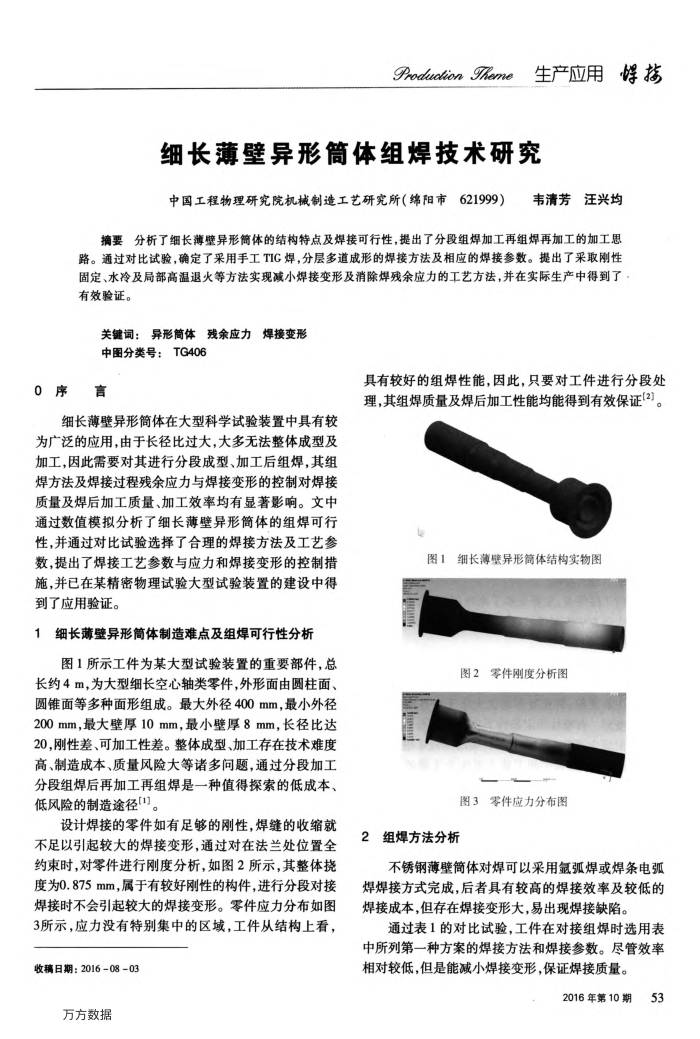
图1所示工件为某大型试验装置的重要部件,总长约4m,为大型细长空心轴类零件,外形面由圆柱面、圆锥面等多种面形组成。最大外径400mm,最小外径 200mm,最大壁厚10mm,最小壁厚8mm,长径比达 20,刚性差、可加工性差。整体成型、加工存在技术难度高、制造成本、质量风险大等诸多问题,通过分段加工分段组焊后再加工再组焊是一种值得探索的低成本、低风险的制造途径[1]。
设计焊接的零件如有足够的刚性,焊缝的收缩就不足以引起较大的焊接变形,通过对在法兰处位置全约束时,对零件进行刚度分析,如图2所示,其整体挠度为0.875mm,属于有较好刚性的构件,进行分段对接焊接时不会引起较大的焊接变形。零件应力分布如图 3所示,应力没有特别集中的区域,工件从结构上看,
收稿日期:2016-08-03
万方数据
具有较好的组焊性能,因此,只要对工件进行分段处理,其组焊质量及焊后加工性能均能得到有效保证[2]。
图1细长薄壁异形筒体结构实物图
图2零件刚度分析图图3零件应力分布图
2组焊方法分析
不锈钢薄壁筒体对焊可以采用氩弧焊或焊条电弧焊焊接方式完成,后者具有较高的焊接效率及较低的焊接成本,但存在焊接变形大,易出现焊接缺陷。
通过表1的对比试验,工件在对接组焊时选用表中所列第一种方案的焊接方法和焊接参数。尽管效率相对较低,但是能减小焊接变形,保证焊接质量。
2016年第10期
53