您当前的位置:首页>论文资料>主传动轴护罩连接座制作工艺的改进
内容简介
 主传动轴护罩连接座制作工艺的改进嵩荷莲
主传动轴护罩连接座制作工艺的改进嵩荷莲1.原制作工艺存在的问题
SD8B型推土机主传动轴护罩中设有
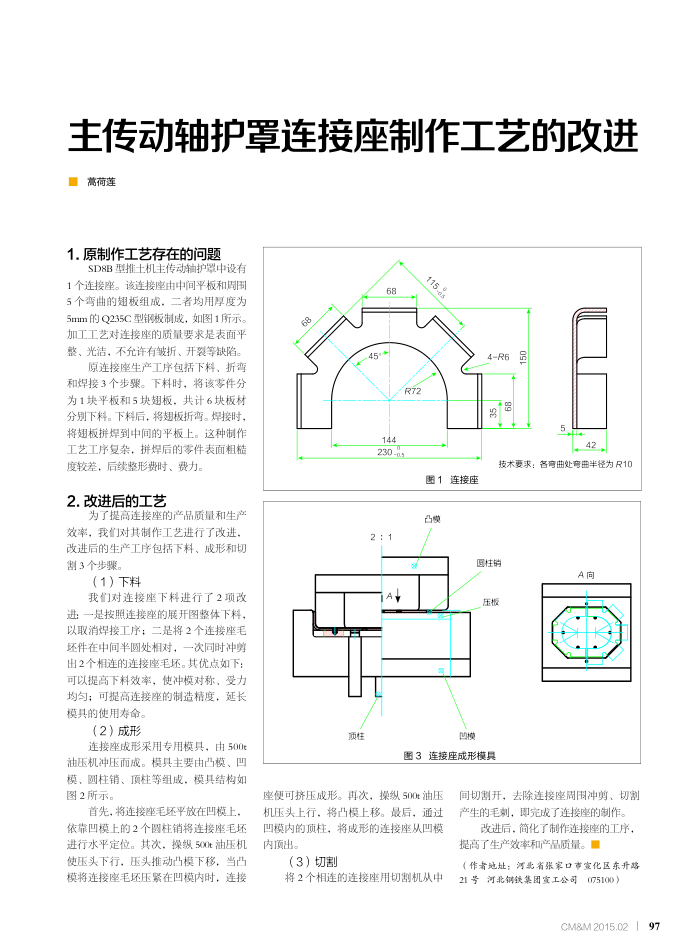
1个连接率。该连接座由中间平板和周围 5个弯曲的翅板组成,二者均用厚度为 5mm的Q235C型钢板制成,如图1所示。加工工艺对连接座的质量要求是表面平整、光洁,不允许有皱折、开裂等缺陷。
原连接座生产工序包括下料、折弯和焊接3个步骤。下料时,将该零件分为1块平板和5块翅板,共计6块板材分别下料。下料后,将翅板折弯。焊接时,将翅板拼焊到中间的平板上。这种制作工艺工序复杂,拼焊后的零件表面粗糙
度较差,后续整形费时、费力。 2.改进后的工艺
为了提高连接座的产品质量和生产效率,我们对其制作工艺进行了改进改进后的生产工序包括下料、成形和切割3个步骤。
(1)下料
我们对连接座下料进行了2项改进:一是按照连接座的展开图整体下料,以取消焊接工序;二是将2个连接座毛还件在中间半圆处相对,一次同时冲剪出2个相连的连接座毛坏。其优点如下:可以提高下料效率,使冲模对称、受力均匀;可提高连接座的制造精度,延长模具的使用寿命。
(2)成形
连接座成形采用专用模具,由500t 油压机冲压而成。模具主要由凸模、凹模、圆柱销、顶柱等组成,模具结构如图2所示。
首先,将连接座毛环平放在凹模上。依靠凹模上的2个圆柱销将连接座毛坏进行水平定位。其次,操数500t油压机使压头下行,压头推动凸模下移,当凸模将连接座毛坏压紧在凹模内时,连接
顶柱
68
4R6
R72
144 230-0:
2: A
图1连接座凸模
42
技术要求:客弯曲处弯曲半径为R10
圆柱销
A向
压板凹模
图3连接座成形模具
座便可挤压成形。再次,操纵500t油压机压头上行,将凸模上移。最后,通过凹模内的顶柱,将成形的连接座从凹模内预出。
(3)切割
将2个相连的连接座用切割机从中
间切割开,去除连接座周围冲剪、切割产生的毛刺,即完成了连接座的制作。
改进后,简化了制作连接座的工序,提高了生产效率和产品质量。
(作者地址:河北省张家口市宝化区东升路 21号河北销铁集团宝工公司075100))
CM8M 2015.021
97
上一章:窄体混凝土输送泵创新技术解读
下一章:自制起重机桅杆吊钩组件