您当前的位置:首页>论文资料>起重机塔身标准节焊接变形分析及控制方法
起重机塔身标准节焊接变形分析及控制方法
内容简介
 APPLICATION&MAINTENANCE/应用与维修起重机塔身标准节
APPLICATION&MAINTENANCE/应用与维修起重机塔身标准节焊接变形分析及控制方法 ■盛陈
塔式起重机塔身是支承其整个上部质量的基础。塔机起吊过程中,承载着起吊物垂直方向的压力和塔机上部回转时产生的转动力矩。因此,组成塔身的标准节要有足够的强度和刚性。标准节广泛采用焊接桁架结构,其主弦杆一般选用钢管或角钢。主弦杆采用角钢时,焊接变形量更大。
本文以主弦杆为角钢的标准节作为研究对象,通过分析其焊接变形的
25F
2200
图 CA 90
A向 1256 ±0.5
22
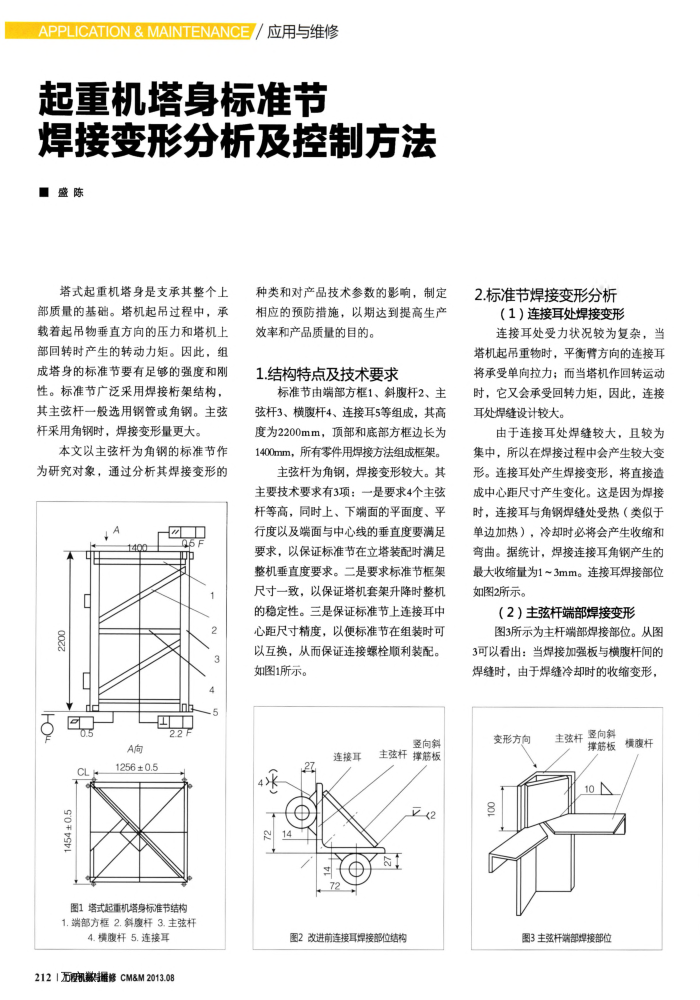
图1塔式起重机塔身标准节结构 1.端部方框2.斜腹杆3.主弦杆
4.横腹杆5.连接耳
212/万腔机燃持维修CM&M2013.08
种类和对产品技术参数的影响,制定相应的预防措施,以期达到提高生产效率和产品质量的目的,
1.结构特点及技术要求
标准节由端部方框1、斜腹杆2、主弦杆3、横腹杆4、连接耳5等组成,其高度为2200mm,顶部和底部方框边长为 1400mm,所有零件用焊接方法组成框架。
主弦杆为角钢,焊接变形较大。其主要技术要求有3项:一是要求4个主弦杆等高,同时上、下端面的平面度、平行度以及端面与中心线的垂直度要满足要求,以保证标准节在立塔装配时满足整机垂直度要求。二是要求标准节框架尺寸一致,以保证塔机套架升降时整机的稳定性。三是保证标准节上连接耳中心距尺寸精度,以便标准节在组装时可以互换,从而保证连接螺栓顺利装配。如图1所示。
整向斜主弦杆撑筋板
连接耳
4
2
2
图2改进前连接耳焊接部位结构
2.标准节焊接变形分析
(1)连接耳处焊接变形
连接耳处受力状况较为复杂,当塔机起吊重物时,平衡臂方向的连接耳将承受单向拉力;而当塔机作回转运动时,它又会承受回转力矩,因此,连接耳处焊缝设计较大。
由于连接耳处焊缝较大,且较为集中,所以在焊接过程中会产生较大变形。连接耳处产生焊接变形,将直接造成中心距尺寸产生变化。这是因为焊接时,连接耳与角钢焊缝处受热(类似于单边加热),冷却时必将会产生收缩和弯曲。据统计,焊接连接耳角钢产生的最大收缩量为1~3mm。连接耳焊接部位如图2所示。
(2)主弦杆端部焊接变形
图3所示为主杆端部焊接部位。从图 3可以看出:当焊接加强板与横腹杆间的焊缝时,由于焊缝冷却时的收缩变形,
主弦杆整向斜
变形方向 100
撑筋板 10 N
图3主弦杆端部焊接部位
横腹杆
上一章:三种空气滤清器的比较
下一章:蓄电池负极线烧蚀的原因