内容简介
 Maintenance Technology
Maintenance Technology维修工艺
消除焊接缺陷的对策杨延功
1.未熔合或未焊透
未熔合缺陷是指熔敷的焊缝未完全填满接头坡口,或在焊道与焊道之间留有空隙,未熔合一般产生于紧接熔合线处,是一种几乎没有厚度的面状缺陷,如图1所示。
(a)I型坡口(熔合比较大)(b)Y型坡口(熔合比较小) 图1末熔合快陷
因坡口形式不同,有中间未焊透、边缘未焊透、根部未焊透等成片状的缺陷,一般平行于焊缝轴线方向,未焊透或未熔合中往往混杂有夹渣。
预防措施:选择合理的坡口形式和装配间隙,并在焊前彻底消除坡口两侧的氧化物和油污:根据板厚选用相应的焊嘴和焊丝直径,焊接时选择
合理的火焰能率和焊接速度。 2.裂纹
焊缝和热影响区产生裂纹的原因很复杂,通常与材料的成分、杂质含量、焊接件刚度、预热和热处理、工艺条件和焊工技术水平等有关。小裂纹一般存在于焊缝内部,大裂纹则可
160-工程机械与维修CM&M2010.04
万方数据
能裂至焊缝表面,如图2所示。按裂纹产生的部位和方向不同,可分为纵向裂纹、横向裂纹、根部裂纹、弧坑裂纹、融合区裂纹以及热影响区裂纹。
图2纹
1.焊道下裂纹2.焊趾裂纹3.焊根裂纹预防措施:根据匹配关系合理选
择铝合金焊接材料和焊接工艺:合理选择起焊点位置:保证余高,使焊接接头处于自由状态以减少应力集中:定位焊缝长度、焊缝熔合要适当,焊缝冷却要缓慢:焊缝收尾处一定要注
意填满,火焰应缓慢离开熔池。 3.夹渣
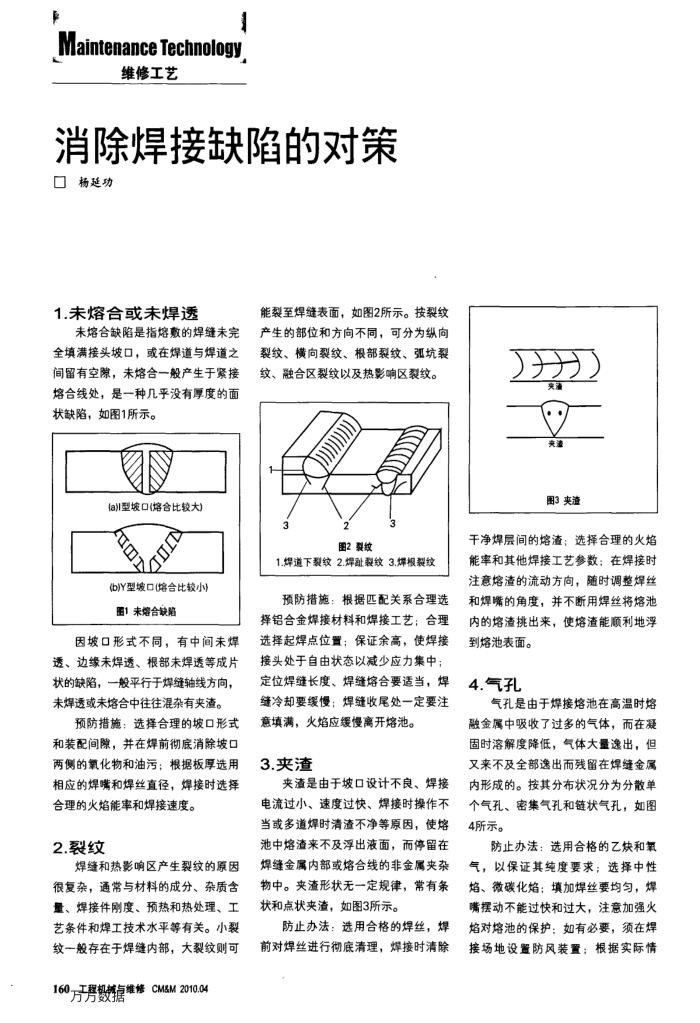
夹渣是由于坡口设计不良、焊接电流过小、速度过快、焊接时操作不当或多道焊时清渣不净等原因,使熔池中熔渣来不及浮出液面,而停留在焊缝金属内部或熔合线的非金属夹杂物中。夹渣形状无一定规律,常有条状和点状夹渣,如图3所示。
防止办法:选用合格的焊丝,焊前对焊丝进行彻底清理,焊接时清除
夹酒央透
图3夹渣
干净焊层间的熔渣:选择合理的火焰能率和其他焊接工艺参数:在焊接时注意熔渣的流动方向,随时调整焊丝和焊嘴的角度,并不断用焊丝将熔池内的熔渣挑出来,使熔渣能顺利地浮
到熔池表面。 4.气孔
气孔是由于焊接熔池在高温时熔融金属中吸收了过多的气体,而在凝固时溶解度降低,气体大量逸出,但又来不及全部逸出而残留在焊缝金属内形成的。按其分布状况分为分散单个气孔、密集气孔和链状气孔,如图 4所示。
防止办法:选用合格的乙炔和氧气,以保证其纯度要求;选择中性焰、微碳化焰;填加焊丝要均匀,焊嘴摆动不能过快和过大,注意加强火焰对熔池的保护:如有必要,须在焊接场地设置防风装置:根据实际情
上一章:液压缸活塞杆的粘接与刷镀修复
下一章:消防车供水系统故障排除