您当前的位置:首页>论文资料>潜孔钻机水管接头锥孔加工及检验方法的改进
内容简介
 APPLICATION&MAINTENANCE/应用与维修
APPLICATION&MAINTENANCE/应用与维修潜孔钻机水管接头锥孔加工及检验方法的改进 ■贾永辉
我公司生产的某型号潜孔钻机除尘水管过渡接头结构如图1所示。该接头的锥孔B需要与胶管的芯管实现无间隙配合,才能达到较好的密封效果,故此对
锥孔B加工精度要求较高。 1.存在问题
过渡接头原来的加工方法是先加工锥孔B,再依次加工其余各表面。车削锥孔B之前,先将车床小托板调整到所需角度,再进行车削。但是由于过渡接头还有其余4个锥面也需要加工,需要反复调整车床小托板的角度,由此造成工序繁项、生产效率低下。
42
图1过渡接头结构
锥孔B加工后的检验也比较麻烦,先要测量锥孔大端、小端直径及锥体长度,再通过计算判断其孔径和角度是否合格。在大批量的生产中,这种检验方法很不方便。
2.改进方案
为了提高加工锥孔B的生产效率,我们设计了一套新的加工工序,制作了专用钻头、行程挡板和专用量具,以适应这种复杂零件的加工和检验。
(1)加工工序
改进后的加工工序为先加工除锥孔 B之外的其余锥面,其余锥面加工精度要 1321工程机械与维修CM&M2014.08
求较低,仍采用板动车床小托板角度的方法加工。最后用精度较高专用钻头加工锥孔B,以保证锥孔B的精度、减少锥孔B与其余锥面的偏差。
(2)专用钻头
加工锥开B需使用的专用钻头,其直径和锥度按照锥孔B制作。加工锥孔B时,将专用钻头装入车床尾座中,采用钻削的方法即可钻出锥孔,其结构如图2所示。
K
图2专用钻头
(3)行程挡板
采用钻削的方法加工锥孔B可有效地提高生产效率,但钻头钻入深度直接影响钻孔直径。用测量法判断钻孔直径时,需要边钻孔、边测量,这样反复测量,势必影响钻孔效率,难以保证钻孔精度。
EA
图3行程挡板
1.行程挡板2.固定螺栓3.专用钻头
4.尾座套筒5.尾座6.尾座手轮7.车床导轨
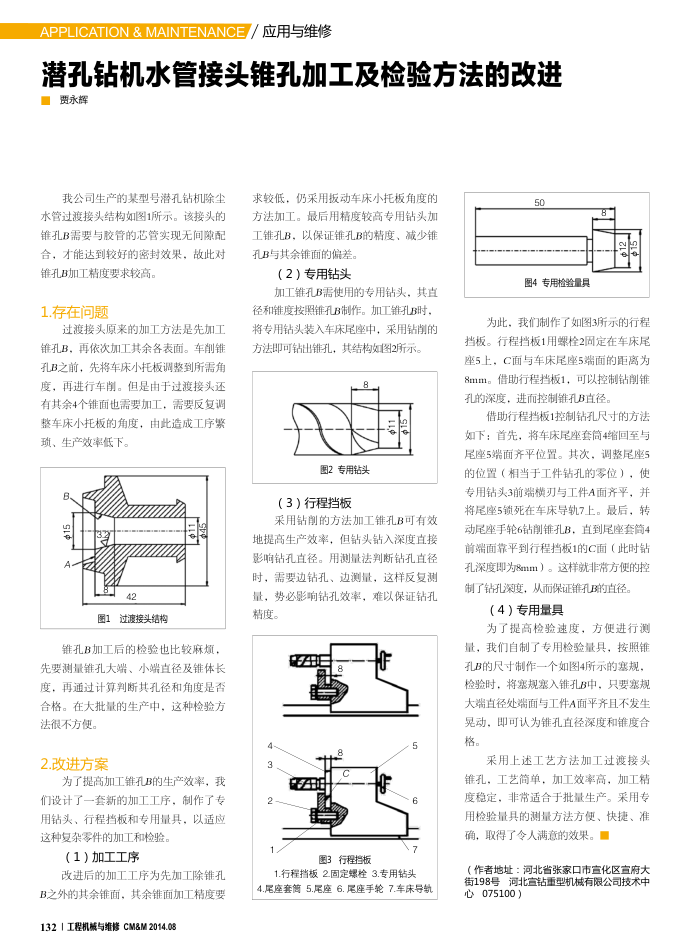
50
图4专用检验量具
为此,我们制作了如图3所示的行程挡板。行程挡板1用螺栓2固定在车床尾座5上,C面与车床尾座5端面的距离为 8mm。借助行程档板1,可以控制钻铺孔的深度,进而控制锥孔B直径。
借助行程挡板1控制钻孔尺寸的方法如下:首先,将车床尾座套筒4缩回至与尾座5端面齐平位置。其次,调整尾座5 的位置(相当于工件钻孔的零位),使专用钻头3前端模刃与工件A面齐平,并将尾座5锁死在车床导轨7上。最后,转动尾座手轮6钻削锥孔B,直到尾座套筒4 前端面靠平到行程挡板1的C面(此时钻引深度即为8mm)。这样就非常方便的挖制了钻孔深度,从而保证锥孔的直径。
(4)专用量具
为了提高检验速度,方使进行测量,我们自制了专用检验量具,按照锥孔B的尺寸制作一个如图4所示的塞规,检验时,将塞规塞入锥孔B中,只要塞规大端直径处端面与工件A面平齐且不发生晃动,即可认为锥孔直径深度和锥度合格。
采用上述工艺方法加工过渡接头锥孔,工艺简单,加工效率高,加工精度稳定,非常适合于批量生产。采用专用检验量具的测量方法方便、快捷、准确,取得了令人满意的效果。
(作者地址:河北省张家口市宣化区宣府大街198号河北宣钻重型机械有限公司技术中心075100)
上一章:汽车起重机离合器操纵系统调整与故障排除方法
下一章:液压挖掘机回转支承的维护保养