您当前的位置:首页>论文资料>圆柱滚子轴承润滑油孔加工方法及模具的改进
圆柱滚子轴承润滑油孔加工方法及模具的改进
内容简介
 第37卷第2期 2016年6月
第37卷第2期 2016年6月哈
尔
滨
轴
承
JOURNALOFHARBINBEARING
Vol.37 No.2 Jun.2016
圆柱滚子轴承润滑油孔加工方法及模具的改进
郭昌鹏
(杭州技师学院机电系,浙江杭州311500)
摘要:针对原有圆柱漆子轴承润滑油孔的加工方法及模具存在的间题,对其进行了改进,大大提高了加工精度和效率
关键字:圆柱滚子轴承;润滑油孔;工艺;模具
中图分类号:TH133.33*2
文献标识码:B
文章编号:16724852(2016)02002202
Improvement of cylindrical roller bearing lubricating oil hole
machiningmethod and mold
Guo Changpeng
( Mechanical and Electrical Department ,Hangzhou Technician Institute, Hangzhou 311500,China)
Abstraet:For the existing problems of the original cylindrical roller bearing lubricating oil hole machining methods and the mould, they were improved to greatly increase the machining accuracy and efficiency
Key words: cylindrical roller bearing; lubricating oil hole; process; mold 1前言
圆柱滚子轴承润滑油孔通常在车削工序中加工,由于工艺路线的安排问题,造成车削、钻孔
与磨前的定位基准不统一,影响钻孔精度及磨前精度。另外,油孔采用普通台式钻床加工,孔的位置精度靠钻模保证。通常采用多边形分度钻模加工油孔,如果钻模加工精度不高,加工油孔时经常会发生圆周方向某个或几个油孔刮上滚道或者挡边,经磨削加工后磨不掉油孔痕迹最终导致废品产生。
在实际生产中经过反复试验,通过改进常规的加工工艺流程及钻孔模具,形成了可行的润滑油孔的加工方法。
产品结构特点及原工艺与装备分 2
析
2.1产品结构特点
以某种型号轴承内圈为例,其结构见图1。收稿日期:201605-20
作者简介:郭吕鹏(1978-),男,讲师
00+
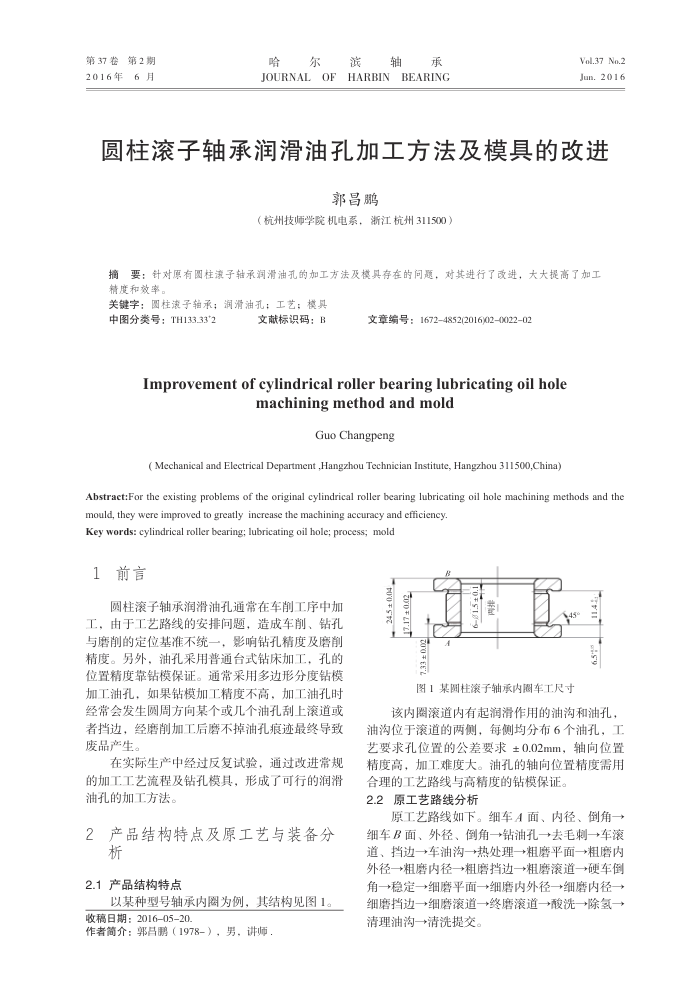
图1某圆柱滚子轴承内圈车工尺寸
eis9
该内圈滚道内有起润滑作用的油沟和油孔,油沟位于滚道的两侧,每侧均分布6个油孔,工艺要求孔位置的公差要求±0.02mm,轴向位置精度高,加工难度大。油孔的轴向位置精度需用合理的工艺路线与高精度的钻模保证。
原工艺路线分析 2.2
原工艺路线如下。细车A面、内径、倒角一→ 细车B面、外径、倒角→钻油孔→去毛刺→车滚道、挡边一→车油沟→热处理→粗磨平面→粗磨内外径→粗磨内径一→粗磨挡边一→粗磨滚道→硬车倒角一→稳定→细磨平面→细磨内外径→细磨内径一→ 细磨挡边→细磨滚道→终磨滚道一酸洗一→除氢→ 清理油沟→清洗提交。
上一章:基于PLC排风控制系统的设计
下一章:推力球轴承实体保持架的优化设计
相关文章
圆柱滚子轴承内圈滚道轮廓分析及凸度加工方法
支柱孔滚子加工工艺及工装的改进
GB/T 24610.3-2019 滚动轴承振动测量方法第3部分:具有圆柱孔和圆柱外表面的调心滚子轴承和圆锥滚子轴承
GB/T 24610.3-2019 滚动轴承振动测量方法第3部分∶具有圆柱孔和圆柱外表面的调心滚子轴承和圆锥滚子轴承
GB/T 24610.3-2019 滚动轴承 振动测量方法 第3部分:具有圆柱孔和圆柱外表面的调心滚子轴承和圆锥滚子轴承
GB/T 24610.4-2019 滚动轴承振动测量方法第4部分:具有圆柱孔和圆柱外表面的圆柱滚子轴承
GB/T 24610.4-2019 滚动轴承振动测量方法第4部分∶具有圆柱孔和圆柱外表面的圆柱滚子轴承
GB/T 24610.4-2019 滚动轴承 振动测量方法 第4部分:具有圆柱孔和圆柱外表面的圆柱滚子轴承