您当前的位置:首页>论文资料>推土机最终传动轴端法兰压装机
内容简介
 echnol
echnol维修工具
推土机最终传动轴端法兰压装机王胜军
在T140型推土机的最终传动中,轴端法兰和齿轮毅之间为锥度配合,装配时要求有较大的压紧力,通常采用的装配方法是预压法,即先把轴端法兰和齿轮毅装在一起,用油压机预压后再拆开,然后再到装配线上用普通工具装配,这种方法工序繁复,增加了转运环节,劳动强度大,生产效率低,同时由于零部件的刚性回弹,在现场装配时,达不到油压机压装时的预压力。为改进轴端法兰装配工艺,保证装配压紧力:我们研制了新型轴端法兰压装机,现介绍如下。
67
1.轴端结构装配简介
如图1所示,轴端法兰8和齿轮毅5之间装配为
锥度配合,其要求的压紧力为264.6~294kN,二者之间通过平键9连接成为固定的套件,外半壳体 1、油封座6、油封座7装在套件的外周。此套件通过轴承3、10装在半轴4上(以过盈连接方式装在后桥壳体两端),并可以绕半轴旋转。齿轮2转动时带动上述套件转动,装在轴端法兰上的驱动轮(图
11
M265X3
233 10
图1T140型推土机最终传动轴端结构
1.外半壳体2.齿轮3、10.轴承4.半轴5.齿轮毅 6、7.油封座8.轴端法兰9.平键11.螺栓
128工程机械与维修CM&M2012.2
68
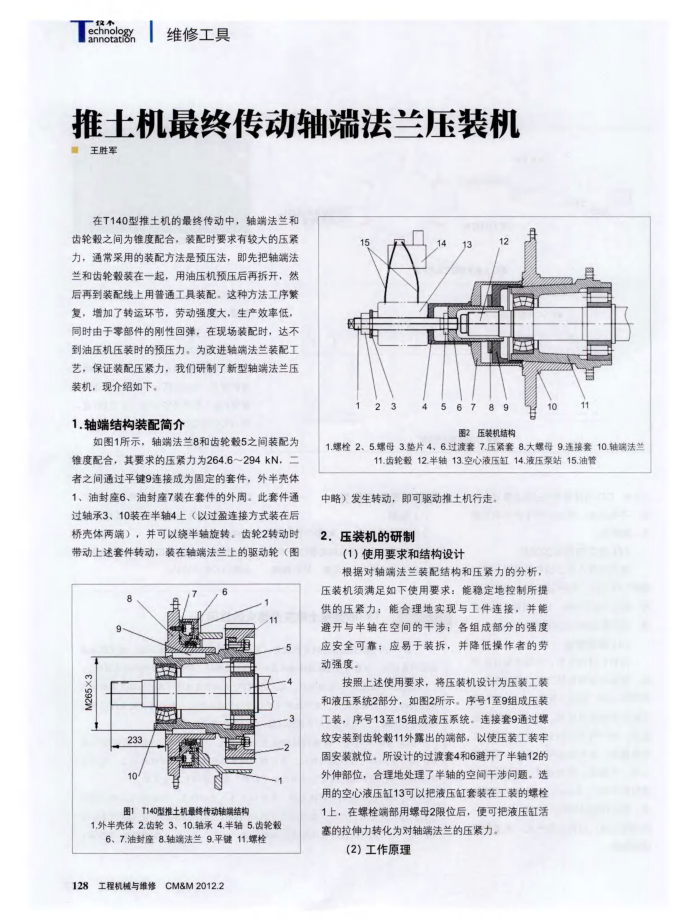
图2压装机结构
10
1.螺栓2、5.螺母3.垫片4、6.过渡套7.压紧套8.大螺母9.连接套10.轴端法兰
11.齿轮毂12.半轴13.空心液压缸14.液压泵站15.油管
中略)发生转动,即可驱动推土机行走, 2.压装机的研制
(1)使用要求和结构设计
根据对轴端法兰装配结构和压紧力的分析,压装机须满足如下使用要求:能稳定地控制所提供的压紧力;能合理地实现与工件连接,并能避开与半轴在空间的干涉:各组成部分的强度应安全可靠;应易于装拆,并降低操作者的劳动强度。
按照上述使用要求,将压装机设计为压装工装和液压系统2部分,如图2所示。序号1至9组成压装工装,序号13至15组成液压系统。连接套9通过螺纹安装到齿轮毅11外露出的端部,以使压装工装牢固安装就位。所设计的过渡套4和6避开了半轴12的外伸部位,合理地处理了半轴的空间干涉问题。选用的空心液压缸13可以把液压缸套装在工装的螺栓 1上,在螺栓端部用螺母2限位后,便可把液压缸活塞的拉伸力转化为对轴端法兰的压紧力。
(2)工作原理
上一章:推土机推土铲自动下降故障分析及处理
下一章:液压工程机械在高原环境的维护防控要求