您当前的位置:首页>论文资料>推土机后桥铜质套头脱落的处理
内容简介
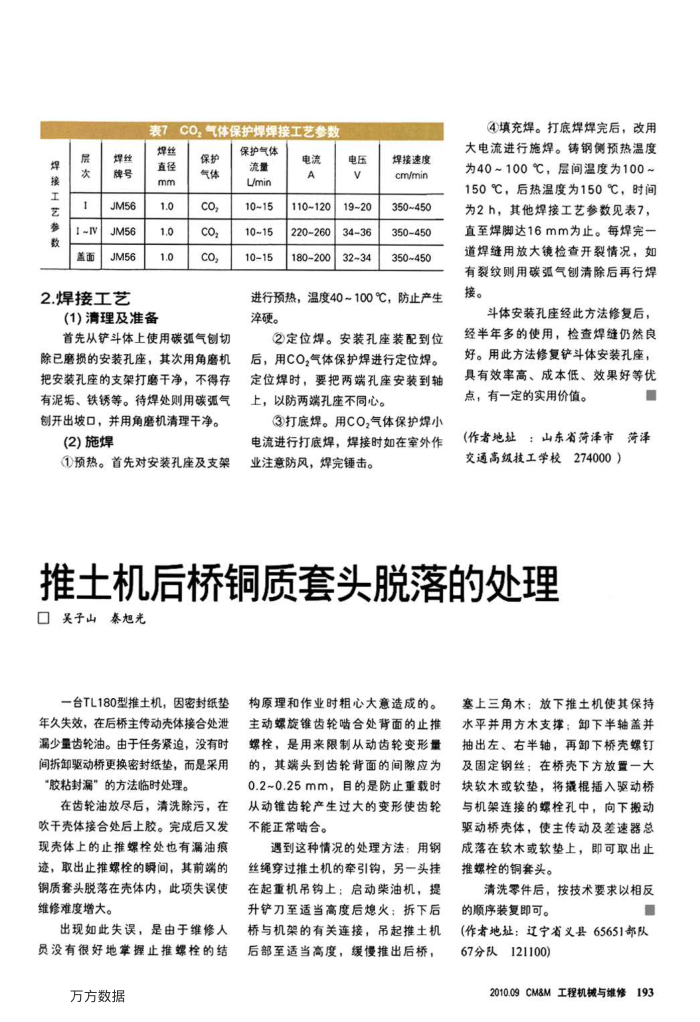 焊接工艺参数
焊接工艺参数层次
-1~v 盖面
焊丝牌号
JM56 JM56 JM56
2.焊接工艺
表7CO,气体保护焊焊接工艺参数
焊丝直径 mm
1.0 1.0 1.0
(1)清理及准备
保护气体
co co, co,
首先从铲斗体上使用碳弧气创切除已磨损的安装孔座,其次用角磨机把安装孔座的支架打磨干净,不得存有泥、铁锈等。待焊处则用碳弧气创开出坡口,并用角磨机清理干净。
(2)施焊
①预热。首先对安装孔座及支架
保护气体流量 Lmin
10~15 10~15 1015
电流 A
110~120 220-260 180-200
电压 V
19~20 34-36 32~34
焊接速度 cm/min
350~450 350~450 350~450
进行预热,温度40~100℃,防止产生津硬。
②定位焊。安装孔座装配到位后,用CO,气体保护焊进行定位焊。定位焊时,要把两端孔座安装到轴上,以防两端孔座不同心。
3打底焊。用CO,气体保护焊小电流进行打底焊,焊接时如在室外作业注意防风,焊完锤击。
④填充焊。打底焊焊完后,改用大电流进行施焊。铸钢侧预热温度为40~100℃,层间温度为100~ 150℃,后热温度为150℃,时间为2h,其他焊接工艺参数见表7,直至焊脚达16mm为止。每焊完一道焊缝用放大镜检查开裂情况,如有裂纹则用碳弧气创清除后再行焊接。
斗体安装孔座经此方法修复后,经半年多的使用,检查焊缝仍然良好。用此方法修复铲斗体安装孔座,具有效率高、成本低、效果好等优点,有一定的实用价值。
(作者地址:山东省菏泽市菏泽交通高级技工学校274000)
推土机后桥铜质套头脱落的处理吴子山秦旭光
一台TL180型推土机,因密封纸垫年久失效,在后桥主传动壳体接合处泄漏少量齿轮油。由于任务紧追,没有时间拆卸驱动桥更换密封纸垫,而是采用"胶粘封漏”的方法临时处理。
在齿轮油放尽后,清洗除污,在吹干壳体接合处后上胶。完成后又发现壳体上的止推螺栓处也有漏油痕迹,取出止推螺栓的瞬问,其前端的铜质套头脱落在壳体内,此项失误使维修难度增大。
出现如此失误,是由于维修人员没有很好地掌握止推螺栓的结
方方数据
构原理和作业时粗心大意造成的。主动螺旋锥齿轮啮合处背面的止推螺栓,是用来限制从动齿轮变形量的,其端头到齿轮背面的间隙应为 0.2~0.25mm,目的是防止重载时从动锥齿轮产生过大的变形使齿轮不能正常啮合。
遇到这种情况的处理方法:用钢丝绳穿过推土机的牵引钩,另一头挂在起重机吊钩上:启动柴油机,提升铲刀至适当高度后熄火:拆下后桥与机架的有关连接,吊起推土机后部至适当高度,缓慢推出后桥,
塞上三角木:放下推土机使其保持水平并用方木支撑:卸下半轴盖并抽出左、右半轴,再卸下桥壳螺钉及固定钢丝:在桥壳下方放置一大块软木或软垫,将撬棍插入驱动桥与机架连接的螺栓孔中,向下搬动驱动桥壳体,使主传动及差速器总成落在软木或软垫上,即可取出止推螺栓的铜套头。
清洗零件后,按技术要求以相反的顺序装复即可。
(作者地址:辽宁省义县65651部队 67分队121100)
2010.09CM8M工程机械与维修193
上一章:蓄电池五大常见故障
下一章:延长汽缸使用寿命的措施