您当前的位置:首页>论文资料>一种大口径油气管道端部公差调整装置
内容简介
 - 74 -
- 74 -维修改造
石油和化工设备 2017年第20卷
一种大口径油气管道端部公差调整装置
杨海军,戴亮,李祥民,王佩佩,韩明恩(海洋石油工程(青岛)有限公司,山东青岛266520)
[摘要]本文阐速了一种大口径油气管道用端部公差调整装置,为一种蜘妹式内部顶升装置,可通过对大口径管线端部局部公差进行调整,从而达到对现场对接口偏差进行调整的目的,使之满足ASEB31.3对焊前对接口偏差的要求,本装置操作简单,制作成本低,与传统方法相比,可节省大量的材科、人力及时间成本,同时,应用过程中不产生度气,环境效应较好。
[关键词】大口径油气管道;端部公差;蜘蛛式内部项升装置;调整偏差
1项目背景
当前,国内外在建液化天然气(LNG)项目均采用模块化建造。其优点是,建造集成化,节省空间,易于最终安装,同时,模块化的建造方法使得制造场地向劳动力成本较低的区域转移,节省了大量制造成本。模块化建造过程中大口径管线的定位安装是其中的重中之重。由供货方提供的大口径管线,本身会存在椭圆度及尺寸的公差,这就造成两根管线组对时端部公差不满足焊接要求。
目前,在管线公差控制中,一且发现管线端部公差不能满足焊接要求时,一般通过切割的方法,将端部不合格部分去除,然后,再重新打磨端口。但由于液化天然气管线尺寸较大,切割后再打磨端口的工作量大,因此,通过切割方法去
管线外壁
待焊接管线1
管线内壁
除不合格部分,不仅耗费时间,增加了打磨工作量,而且还损耗了管线材料。
本文的主要目的在于克服现有技术的缺点,提供一种大口径液化天然气管线端部公差的调整装置,其结构简单,在大口径液化天然气管线端部公差调整中,不仅能够有效地对管线公差进行调整,而且大大降低了生产加工成本,解决了管
线端部打磨工作量大的问题。 2管道端部公差调整原理
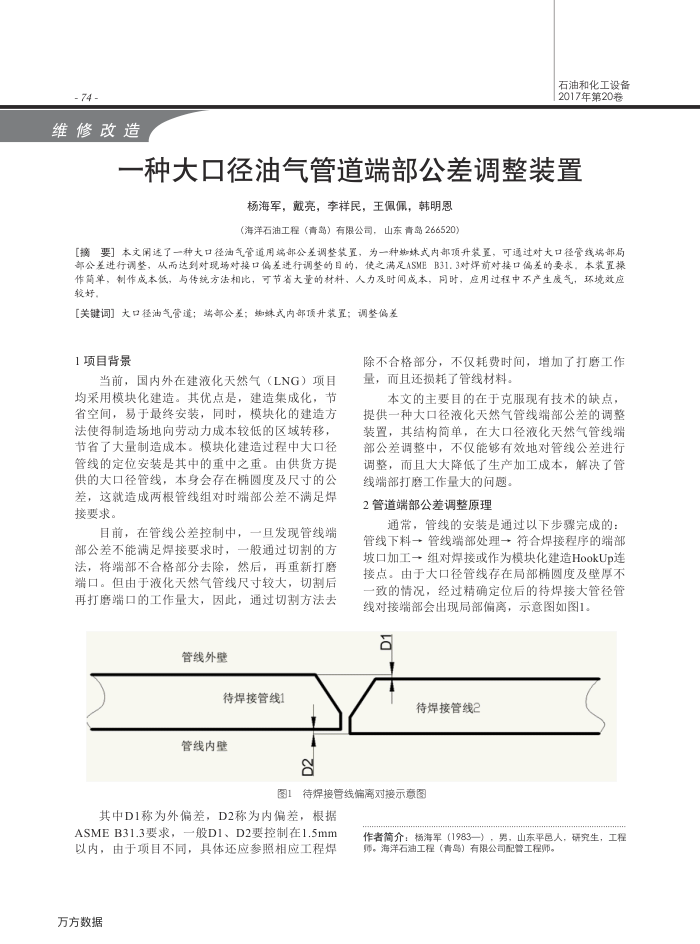
通常,管线的安装是通过以下步骤完成的:管线下料→管线端部处理→符合焊接程序的端部坡口加工→组对焊接或作为模块化建造HookUp连接点。由于大口径管线存在局部椭圆度及壁厚不致的情况,经过精确定位后的待焊接大管径管线对接端部会出现局部偏离,示意图如图1。
待焊接管线2
图1待焊接管线偏离对接示意图
其中D1称为外偏差,D2称为内偏差,根据
ASMEB31.3要求,一般D1、D2要控制在1.5mm 以内,由于项目不同,具体还应参照相应工程焊
万方数据
作者简介:杨海军(1983一),男,山东平邑人,研究生,工程师。海洋石油工程(青岛)有限公司配管工程师。
上一章:管道内检测设备密封舱的设计及有限元分析
下一章:海洋石油平台管道改造设计研究