您当前的位置:首页>论文资料>基于PLC的污水处理自动控制系统设计
内容简介
 第52卷第6期 2016年12月
第52卷第6期 2016年12月石油化工自动化
AUTOMATION IN PETRO-CHEMICAL INDUSTRY
Vol.52,No, 6 December, 2016
基于PLC的污水处理自动控制系统设计
李刚,李辉
(大庆石化公司水气厂,黑龙江大庆163714)
摘要:以污水处理装置的工艺及实际运行情况,采用以PLC加上位机的控制系统,上位机与PLC之间采用Profibus总线通信,下位机和现场仪表之间采用以太网通信。利用BP神经网络结合传统PID控制器自整定算法,通过软硬件设计实现了污水处理厂的控制要求,取得了更好的控制效果。
关键调:可编程控制器组态软件污水处理自控系统
中图分类号:TP273
文献标志码:B
文章编号:1007-7324(2016)06006902
近年来国家对工业污水处理标准不断提高,自动控制系统在污水处理中更受到重视,本文主要对大庆石化公司水气厂污水处理装置控制系统的设计思路、控制方案进行说明,针对污水处理溶解氧量指标进行软测量预测,采用BP神经网络算法应用至控制回路自整定中并与传统PID控制方法比
较,得出该方法的优点和缺点。 1污水处理装置自控系统设计
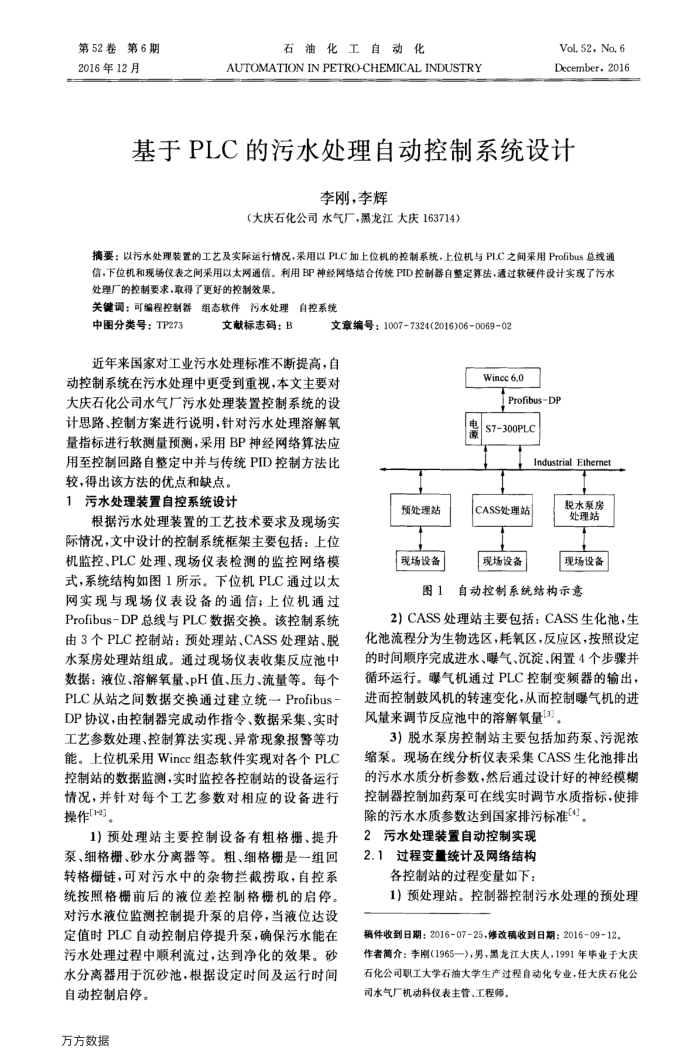
根据污水处理装置的工艺技术要求及现场实际情况,文中设计的控制系统框架主要包括:上位机监控、PLC处理、现场仪表检测的监控网络模式,系统结构如图1所示。下位机PLC通过以太网实现与现场仪表设备的通信;上位机通过 Profibus-DP总线与PLC数据交换。该控制系统由3个PLC控制站:预处理站、CASS处理站、脱水泵房处理站组成。通过现场仪表收集反应池中数据:液位、溶解氧量、pH值、压力、流量等。每个 PLC从站之间数据交换通过建立统一Profibus-DP协议,由控制器完成动作指令、数据采集、实时工艺参数处理、控制算法实现、异常现象报警等功能。上位机采用Wincc组态软件实现对各个PLC 控制站的数据监测,实时监控各控制站的设备运行情况,并针对每个工艺参数对相应的设备进行操作[]。
1)预处理站主要控制设备有粗格栅、提升泵、细格栅、砂水分离器等。粗、细格栅是一组回转格栅链,可对污水中的杂物拦截捞取,自控系统按照格栅前后的液位差控制格栅机的启停。对污水液位监测控制提升泵的启停,当液位达设定值时PLC自动控制启停提升泵,确保污水能在污水处理过程中顺利流过,达到净化的效果。砂水分离器用于沉砂池,根据设定时间及运行时间
自动控制启停。万方数据
预处理站现场设备
Wincc 6.0
IProfibusDP
S7-300PLC 源
Industrial Ethemet
CASS处理站现场设备
脱水泵房处理站
现场设备
图1自动控制系统结构示意
2)CASS处理站主要包括:CASS生化池,生化池流程分为生物选区,耗氧区,反应区,按照设定的时间顺序完成进水、腰气、沉淀、闲置4个步骤并循环运行。曝气机通过PLC控制变频器的输出,进而控制鼓风机的转速变化,从而控制曝气机的进风量来调节反应池中的溶解氧量[3]。
3)脱水泵房控制站主要包括加药泵、污泥浓缩泵。现场在线分析仪表采集CASS生化池排出的污水水质分析参数,然后通过设计好的神经模糊控制器控制加药泵可在线实时调节水质指标,使排除的污水水质参数达到国家排污标准(4]。
2污水处理装置自动控制实现 2.1过程变量统计及网络结构
各控制站的过程变量如下:
1)预处理站。控制器控制污水处理的预处理
稿件收到日期:2016-07-25,修改稿收到日期:2016-09-12,作者简介:李附(1965―),男,黑龙江大庆人,1991年毕业于大庆石化公司职工大学石油大学生产过程自动化专业,任大庆石化公司水气厂机动科仪表主管、工程师
上一章:导热油供热系统及其热量测量研究
下一章:潜油电泵井下多参数传感器的应用情况分析