您当前的位置:首页>论文资料>基于PLC的火车自动装料控制系统设计
内容简介
 武事共来与表用
武事共来与表用数控技术
基于PLC的火车自动装料控制系统设计
马明月
(兰州职业技术学院甘肃兰州730070)
摘要:本文对火车自动装料系统作了介绍。从节省人力资源以及安全运行出发,以PLC电路控制方式,介绍了自动装料控制系统的工作原理及PLC控制系统在分析火车自动装料的工作流程的基础上,给出了PLC控制系统的硬件和软件设计。自动装料控制系统的基本控制策略是:采用可编程控制器(PLC)构成控制系统,进行优化控制,究成装料的自动控制。系统的控制过程是:由料位的高度计算出闸门的理想住置,再与反馈的阐门的实际位置递行比较,其差值运算处理后,发出控制指令,控制调门的开度与动作速度,从而达到整个装料过程的全自动运行。
关键调:PLC可编程序控制器白动某料
中图分类号:TP273.5 1设计背景
文献标识码:A
文章编号:1007-9416(2013)01-0001-03
准确定位,并在开始放矿后,根据火车的运行速度、放矿机与火车的
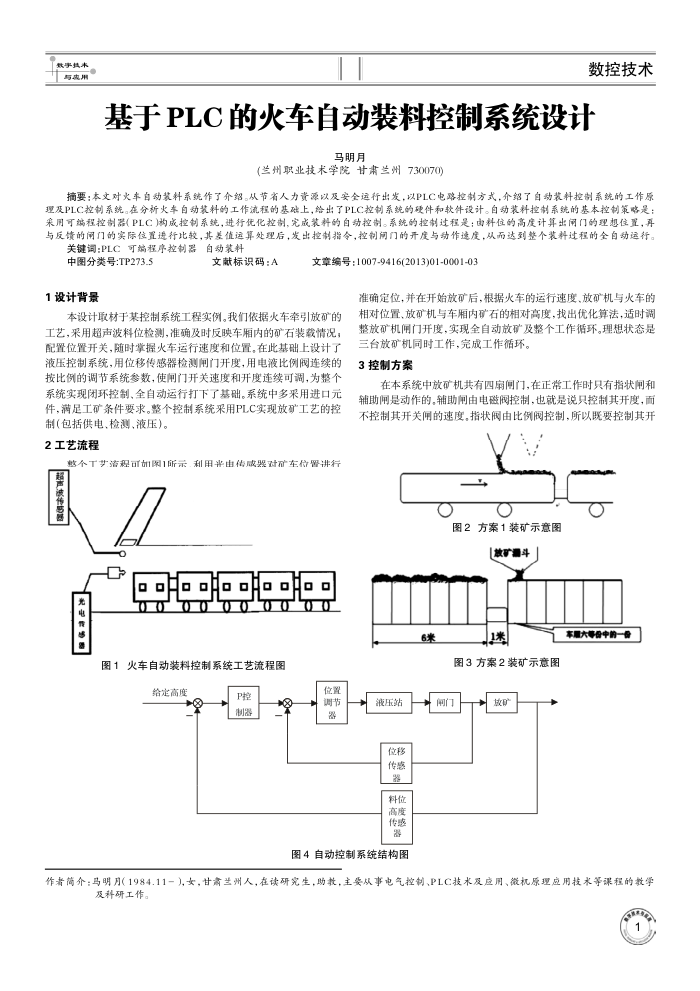
本设计取材于某控制系统工程实例。我们依据火车牵引放矿的工艺,采用超声波料位检测,准确及时反映车内的矿石装载情况,配置位置开关,随时掌握火车运行速度和位置,在此基础上设计了液压控制系统,用位移传感器检测闸门开度,用电液比例阀连续的按比例的调节系统参数,使闸门开关速度和开度连续可调,为整个系统实现闭环控制、全自动运行打下了基础。系统中多采用进口元件,满足工矿条件要求。整个控制系统采用PLC实现放矿工艺的控
制(包括供电、检测、液压)。 2工艺流程
整个下艺清程可加图1所示利用来由传成盟对矿车位置讲行声,被你影感
o
网电信
0
图1火车自动装料控制系统工艺流程图
给定高度
$
P控制器
位置调节器
相对位置、放矿机与车箱内矿石的相对高度,找出优化算法,适时调整放矿机闻门开度,实现全自动放矿及整个工作循环。理想状态是
三台放矿机同时工作,完成工作循环。 3控制方案
在本系统中放矿机共有四扇闻门,在正常工作时只有指状闸和辅助闸是动作的。辅助闸由电磁阀控制,也就是说只控制其开度,面不控制其开关闸的速度,指状阀由比例阀控制,所以既要控制其开
O
O
图2方案1装矿示意图
放矿漏斗
6米
液压站
迷
车最大等份中的一份
图3方案2装矿示意图
放矿
闸门
位移传感器
料位高度传感器
图4自动控制系统结构图
作者简介:马明月(1984.11-),女,甘前兰州人,在读研究生,助教,主要从事电气控制、PLC技术及应用、微机原理应用技术等课程的教学
及科研工作。
上一章:PLC程控系统抗干扰技术
下一章:面向工业自动化的物联网技术的应用研究