基于PLC的液压立式压滤机自动控制系统设计
内容简介
 第24参第3期 2011年5月
第24参第3期 2011年5月文章编号:10026673(2011)03-159-03
机电产品开发与创新
Development & Innovation of Machinery & Electrical Products
基于PLC的液压立式压滤机自动控制系统设计
高银中,王有和,刘长仁,寇克刚(金川镍钻研究设计院,甘肃金昌737100)
Vol.24,No.3 May.2011
摘要:针对液压立式压滤机的控制需求,本文进行了自动控制系统的设计,并阐明了控制系统硬件结构、
控制程序结构和人机界面功能。实践证明本系统运行稳定可靠,满足了设计要求。
关键词:PLC;控制系统;压滤机
中图分类号:TP29
文账标识码:A
doi:10.3969/j.isn.10026673.2011.03.064
Design of Automatic Control System of Hydraulic and Vertical Pressure-filter Based on PLC
GAO YinZhong, WANG YouHe, LIU ChongSa, KOU KeGuang
(Jinchuan Nickel and Cobalt Research and Design Institute, Jinchang Gansu 737100, China)
Abstract: In allusion to control requirements of hydraulic and vertical pressurefilter, this paper designs automatic control system for hy draulic and vertical pressurefilter, and llustrates the hardware structure of the control system, the structure of control program and functions
of PMl. Practice has proved that the automatic control system is stable and reliable, and meets the design demand. Key words: PLC; control system; pressurefilter
0引言
压滤机是固液分离设备的一种。其中立式压滤机由于具有占地面积小、过滤面积大、过滤能力可调节以及对物料的适应能力较强等诸多优点,被广泛应用于矿山、冶金、化工、医药和食品等行业中。立式压滤机根据板框驱动方式的不同可分为机械式和液压式。由于机械立式压机在生产中出现板框封闭不产、过滤效果逐渐下降、闭合装置易卡死、设备运行维护成本高等间题,对生产造成了一定的影响。比较而言,液压立式压滤机在可靠性,降低维护费用,改善作业环境等方面具有明显优势,替代机械立式压滤机已成为趋势。
在工艺流程方面,液压立式压滤机与机械立式压滤机没有本质区别,但是由于机械结构、板框运动驱动方式、检测与控制对象及控制逻辑的不同,其自动控制系统存在很大差异。自动控制系统作为液压立式压滤机的中枢系统,其性能优劣对整机性能其有重要影响。本文
主要述了减压立式乐滤机的自动控制系统设计。收稿日期:2011-01-25
作奢简介:高银中(1983-),男,电气工程师。从事设备自
动控制领域设计工作。万方数据
工艺流程与控制要求 1.1工艺流程
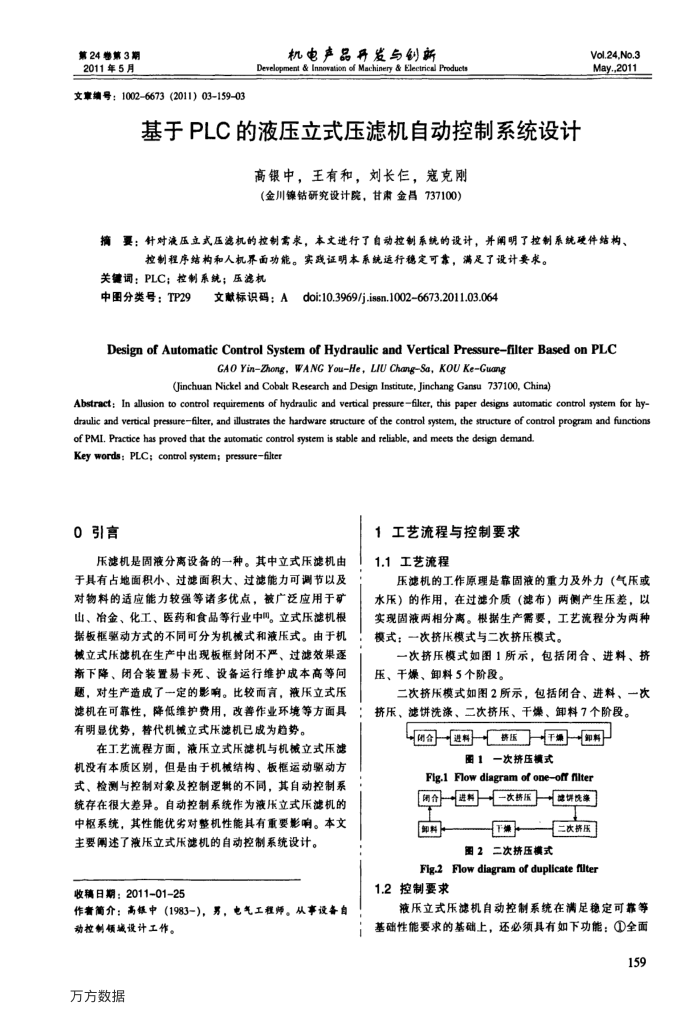
压滤机的工作原理是靠固液的重力及外力(气压或水压)的作用,在过滤介质(滤布)两侧产生压差,以实现固液两相分离。根据生产需要,工艺流程分为两种模式:一次挤压模式与二次挤压模式。
一次挤压模式如图1所示,包括闭合、进料、挤压、干燥、卸料5个阶段。
二次挤乐模式如图2所示,包括闭合、进料、一次滤饼洗漆、二次挤压、干燥、卸料7个阶段。
挤压、
闭合进料挤医干燥卸料
图1一次挤压横式
Fig.1 Flow diagram of one-ofr filter 团合进料次桥压地饼院练
即料
工燥
三次挤医
图2二次挤压横式
Fig.2Flow diagram of duplicate flter
1.2控制要求
液压立式乐滤机自动控制系统在满足稳定可靠等基础性能要求的基础上,还必须具有如下功能:①全面
159