您当前的位置:首页>论文资料>环保喷涂技术在家具涂装中的应用研究
内容简介
 2015年第4期(总第157期
2015年第4期(总第157期江西建材
环保喷涂技术在家具涂装中的应用研究
■罗德宇",刘培义”
工程管理
■1.温州职业技术学院时尚设计系,浙江温州
州325025;2.温州家具研发中心浙江温州325025
摘要:喷徐作业是家具除装的主要方式,而喷涂作业按照对涂料的雾化方式可
分为空气喷涂、无气喷涂、混气喷涂、静电喷涂等多种形式,每种喷涂作业方式在其雾化效果、生产效率、传递效率、作业能耗及对料及产品的适应性方面存在区别,在家具喷系筑设计时,应根据企业及各工序的实际情况,有针对性地选用传通效率高的环保型喷净技术,
涂装作业是本家具生产的重要环节,是决定产品质量和成本的重要因索。在众多的涂装作业方式中,喷涂作业由于其出众的涂装顶量、高效的生产率和良好的适应性,仍是目前家具生产中最主要的涂装方式。
然而,相对辑涂、淋涂、浸涂以及手工涂装等其它涂装方式,喷涂作业最大的缺点在于对涂料的浪费和环境的污染。由于喷涂作业是通过将涂料雾化成漆雾后,再喷射到被涂饰物表面来形成漆膜的,这一过程会有部分漆雾反弹或飞散到空气中,造成涂科利用率下降;同时飞散的续雾和落剂会对环境造成不同程度的污染,导致作业环境和工厂周边环境的恶化
家具涂装环节的有机物排故(速雾飞最和落剂挥发》会对环境造成污案,造成作业人员的伤害。美国加州政府于1996年颁布了(大气净化法则》 ( National Emission Standards for Hazandous Air Pllutants, 阿称 NESHAP),其中特别针对家具涂装作业做了相应的规定,要求使用传递效率高(>50%)的喷涂作业方式,提但使用环保型涂料,以降低空气中有害污染物的含量(1)。我国也于2014年4月通过了新修订的(环境保护法》,并将于2015年1月1日正式实施,新法律对环境污染的监测、信息公开和监管责任方面有明确的规定,加大对环境违法的惩处力度[2]。这对家具产业,特别在家具喷漆生产环节的环境控制及废弃物排放提出现更高的要求,按照新的环保要求选用传递效率较高的喷涂设备,并进行相应的喷涂环境改造是家具企业必预面临的问题。
事实上,不同的喷涂雾化方式,在涂料的雾化质量、传递效率、生产效率及对涂料和产品的适应性等方面各不相同,因而如何在保证涂装顶量和产量的条件下,尽可能减少涂料浪费、控制涂装成本,这是家具喷涂系统设计的重要原则。
本人走访多家中小型家具生产企业了解到,很多企业对最新的喷涂技术了解不多,多数企业习慎采用传统的空气喷涂方式,一把喷枪从头做到尾,新喷枪喷面漆,用旧后雾化效果不理想时改喷底漆,很少考虑涂料的传递效率和环保方面的间题,因而有必要对喷涂作业的相关
技术进行系筑梳理和说明。喷涂作业的雾化方式介绍
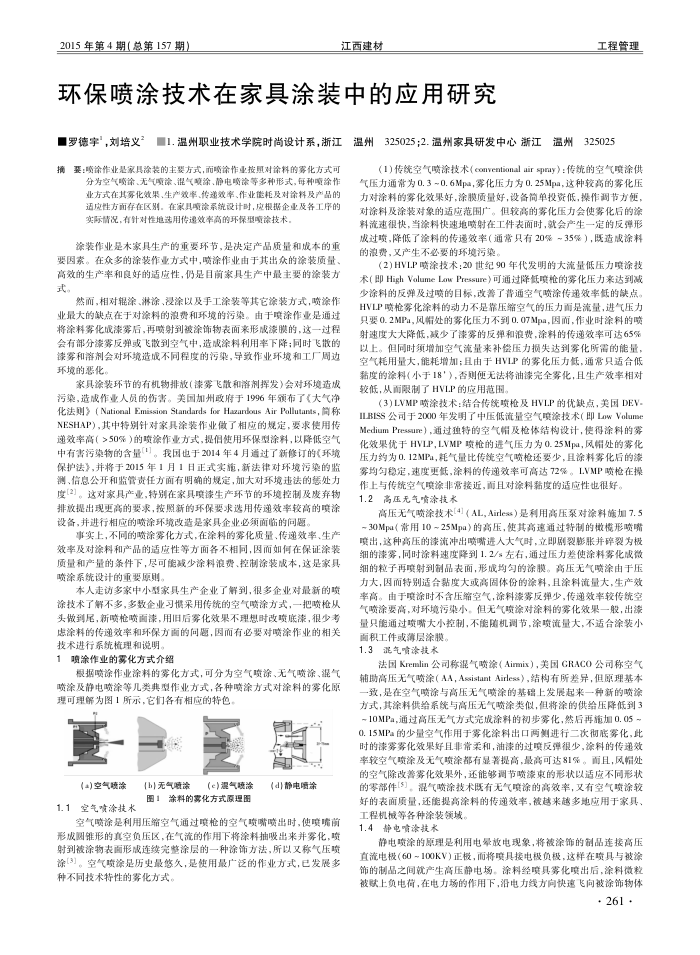
根据喷涂作业涂料的雾化方式,可分为空气喷涂、无气喷涂、混气喷涂及静电喷涂等几类典型作业方式,各种喷涂方式对涂料的雾化原理可理解为图1所示,它们各有相应的特色。
(a)空气晓涂 1.1空气喷涂技术
(b)无气喷流
(e)湿气晓漆
图1涂料的需化方式原理图
(d)静电喷途
空气喷涂是利用压缩空气通过喷枪的空气喷嘴喷出时,使喷嘴前形成圈维形的真空负压区,在气流的作用下将涂料抽吸出来并雾化,喷射到被涂物表面形成连续完整涂层的一种涂饰方法,所以文称气压喷涂[3]。空气喷涂是历史最悠久,是使用最广泛的作业方式,已发展多种不同技术特性的雾化方式,
(1)传统空气喷涂技术(conventionalairspray):传筑的空气喷涂供气压力通常为0.3~0.6Mpa,雾化压力为0.25Mpa,这种较高的雾化压力对涂料的雾化效果好,涂膜质量好,设备简单投资低,操作调节方便对涂料及涂装对象的适应范围广。但较高的雾化压力会使雾化后的涂料流速很快,当涂料快速地喷射在工件表面时,就会产生一定的反弹形成过喷,降低了涂料的传递效率(通常只有20%~35%),医造成涂料的浪费,又产生不必要的环境污染。
(2)HVLP喷涂技术:20世纪90年代发明的大流量低压力喷涂技术(即High VolumeLowPressure)可通过降低喷枪的雾化压力来达到减少途科的反弹及过喷的目标,改善了普通空气喷涂传递效率低的缺点。 HVLP喷枪雾化涂料的动力不是靠压缩空气的压力面是流量,进气压力只要0.2MPa,风脂处的雾化压力不到0.07Mpa,国而,作业时涂料的喷射速度大大降低,减少了康雾的反弹和浪费,涂料的传递效率可达65% 以上。但同时须增加空气流量来补偿压力损失达到雾化所需的能量,空气耗用量大,能耗增加;且由于HVLP的雾化压力低,通常只适合低黏度的涂料(小于18'》,否则便无法将油续完全雾化,且生产效率相对较低,从面限制了HVLP的应用范围。
(3)LVMP喷涂技术:结合传统喷枪及HVLP的优缺点,美国DEV-ILBISS公司于2000年发明了中压低流量空气喷涂技术(即LowVolume MediumPressure),通过理特的空气帽及检体结构设计,使得涂料的雾化效果优于HVLP,LVMP喷枪的选气压力为0.25Mpa,风帽处的雾化压力约为0.12MPa,耗气量比传统空气喷检还要少,且涂料雾化后的漆雾均勾稳定,速度更低,涂料的传递效率可高达72%。LVMP喷检在操作上与传统空气喷涂非常接近,面且对涂料黏度的适应性也很好。
1.2
高压无气喷涂技水
高压无气喷涂技术[4](AL,Airless)是利用高压系对涂料施加7.5
~30Mpa(常用10~25Mpa)的高压,使其高速通过特制的微榄形喷嘴喷出,这种高压的续流冲出喷嘴进人大气时,立即剧裂影胀并碎裂为极细的康雾,同时涂料速度降到1.2/s左右,通过压力差使涂料雾化成微细的粒子再喷射到制品表面,形成均勾的涂膜。高压无气喷涂由于压力大,因而特别适合黏度大或高固体份的涂料,且涂科流量大,生产效率高。由于喷涂时不含压缩空气,涂料漆雾反弹少,传递效率较传统空气喷涂要高,对环境污染小。但无气喷涂对涂料的雾化效果一般,出漆量只能通过喷嘴大小控制,不能随机调节,涂喷流量大,不适合涂装小面积工件或薄层涂膜。
1.3
混气喷涂技术
法国Kremlin公司称混气喷涂(Aimis),关国GRACO公司称空气
辅助高压无气喷涂(AA,Assistant Airless),结构有所差异,但原理基本方式,其涂料供给系统与高压无气喷涂类似,但将涂的供给压降低到3 ~10MPa,通过高压无气方式完成涂料的初步雾化,然后再施加0.05~ 0.15MPa的少量空气作用于雾化涂料出口两侧进行二次彻底雾化,此时的漾雾雾化效果好且非常柔和,油漾的过喷反弹很少,涂科的传递效率较空气喷涂及无气喷涂都有显著提高,最高可达81%。面且,风帽处的空气除改善雾化效果外,还能够调节喷漆束的形状以适应不同形状的零部件[5]。混气喷涂技术既有无气喷徐的高效率,又有空气喷涂较好的表面质量,还能提高涂料的传递效率,被越来越多地应用于家具、
工程机械等各种涂装领域。 1.4静电喷漆技术
静电喷涂的原理是利用电晕放电现象,将被涂饰的制品连接高压直流电极(60~100KV)正极,而将喷具接电极负极,这样在喷具与被涂饰的制品之间就产生高压静电场。涂料经喷具雾化喷出后,涂料微粒被默上负电荷,在电力场的作用下,沿电力线方向快速飞向被途饰物体
+261 ・
上一章:浅议教学楼室内热环境现状成因及改进方法
下一章:基于单片机的家居安全报警装置