X射线计算机实时成像系统在压力容器筒体焊缝检测中的应用
内容简介
 626
626化工机械
2010年
X射线计算机实时成像系统在压力容器筒体
焊缝检测中的应用
蔡建刚**
(兰州石化职业技术学院)
李浩河
(中国石油第二建设公司)
王建勤
(兰州石化职业技术学院)
摘要介绍了一套适应锅炉汽包和压力容器简体纵、环焊缝检测的X射线计算机实时成像系统。该系统采用了计算机控制被检测简体的定位和移动、数字图像处理以及光盘有储图像数据等先进技术,与
传统的X射线照相法相比,系统检测效率大大提高,检测灵敏度相当,检测成本是等降低。关键词压力客%焊续无损检测X射线实时成像
中图分类号T0053.2
文献标识码B
炉、压力容器制资企业,长期以来都把X射线照相法作为焊缝无损检测的主要手段而在生产实际中普遍应用。由此每年需拍片数万张,消耗材料费用极大,并且X射线照相法检测工序多、技术复杂、效率低,往往不能满足敏捷制造及生产进度的要求。为了解决X射线照相法高消耗、低效率的问题,一些大型的锅炉、压力容器厂家相维引进了X射线计算机实时成像检测系统。其与胶片照相法相比具有检测速度快检测周期短和成本低的特点[3]。在对结构尺寸较大的锅炉、压力容器简体焊缝检测中,配合适当的检测工艺使其达到与胶片照相法同等的缺陷检出能力,则可替代X射线照相法在生产实践
中加以推广应用3,4]。 1
系统设备组成和技术指标
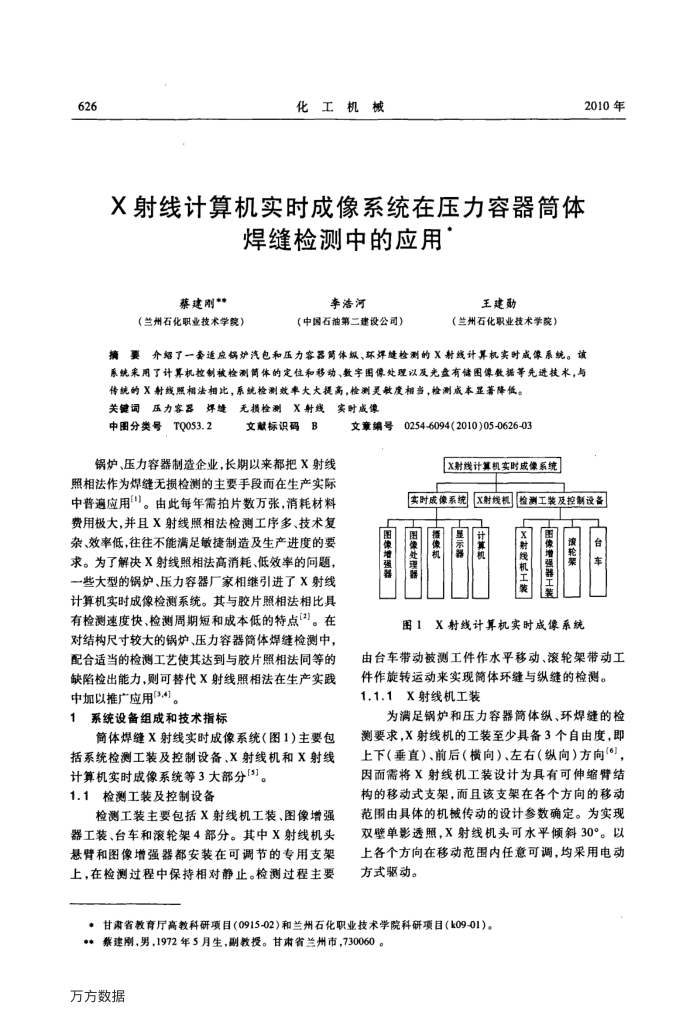
简体焊缝X射线实时成像系统(图1)主要包括系统检测工装及控制设备、X射线机和X射线
计算机实时成像系统等3大部分[5]。 1.1检测工装及控制设备
检测工装主要包括X射线机工装、图像增强器工装、台车和滚轮架4部分。其中X射线机头悬臂和图像增强器都安装在可调节的专用支架上,在检测过程中保持相对静止。检测过程主要
0254-6094(2010)05-0626-03
文章编号
X附线计算机实时成像系统
实时成像系统区射线机检测工装及控制设备
土林
像处理服器
播像机
器
机
湖区
工装有国
彼轮架
图1X射线计算机实时成像系统
台车
由台车带动被测工件作水平移动、滚轮架带动工
件作旋转运动来实现简体环缝与纵缝的检测。 1.1.1X射线机工装
为满足锅炉和压力容器筒体纵、环焊缝的检测要求,X射线机的工装至少具备3个自由度,即上下(垂直)、前后(横向)、左右(纵向)方向(6) 因而需将X射线机工装设计为具有可伸缩臂结构的移动式支架,而且该支架在各个方向的移动范围由具体的机械传动的设计参数确定。为实现双壁单影透照,X射线机头可水平倾斜30°。以上各个方向在移动范围内任意可调,均采用电动方式驱动。
,甘肃省教育厅高教科研项目(0915-02)和兰州石化职业技术学院科研项目(k09-01)。**黎建刷,男,1972年5月生,副教授。甘肃省兰州市,730060。
万方数据