您当前的位置:首页>论文资料>CRH2型动车组齿轮箱跑合试验工艺研究
CRH2型动车组齿轮箱跑合试验工艺研究
内容简介
 之中,因而在破损点的正上方地表形成一个交流电压梯度。实际操作时需有两个操作人员的人体代替两个电极,用人体对土地的耦合电容来检测电压梯度信号并由接受装置接受,经滤波放大由指示器指示检测结果。
之中,因而在破损点的正上方地表形成一个交流电压梯度。实际操作时需有两个操作人员的人体代替两个电极,用人体对土地的耦合电容来检测电压梯度信号并由接受装置接受,经滤波放大由指示器指示检测结果。此方法在我国运用广泛,其优点是应用经验丰富,配合管线仪一同使用工作效率较高,对于地表要求不大,在城市的柏油水泥路上也能进行。缺点是受外界电流干扰及其他因素影响大,并且极度依赖操作者的熟练度,会给出的不准确信息较多,故此方法在国外已基本海汰,
2.2.电流衰减法
电流衰减法利用的是交变电流梯度法,通过在管道和土地间施加任一频率的正弦电压,给埋地管道发射检测信号,在地面上由管道自身电流产生交变电磁场的强度及变化规律,通过管道上方地面的磁场强度换算出管中电流的变化,据此判断管道的支线位置或破损缺陷等,管道的防离层和大地之间存在着分布电容耦合效应,信号电流在管道外防离层完好时的传播过程中呈指数衰减规律,当管道防腐层破损后,管中电流便由破损点流入大地,管中电流会明显衰减,引发地面磁场强度的急剧减小,由此对防离层的破损进行定位。在得到检测电流的变化情况后,根据评价
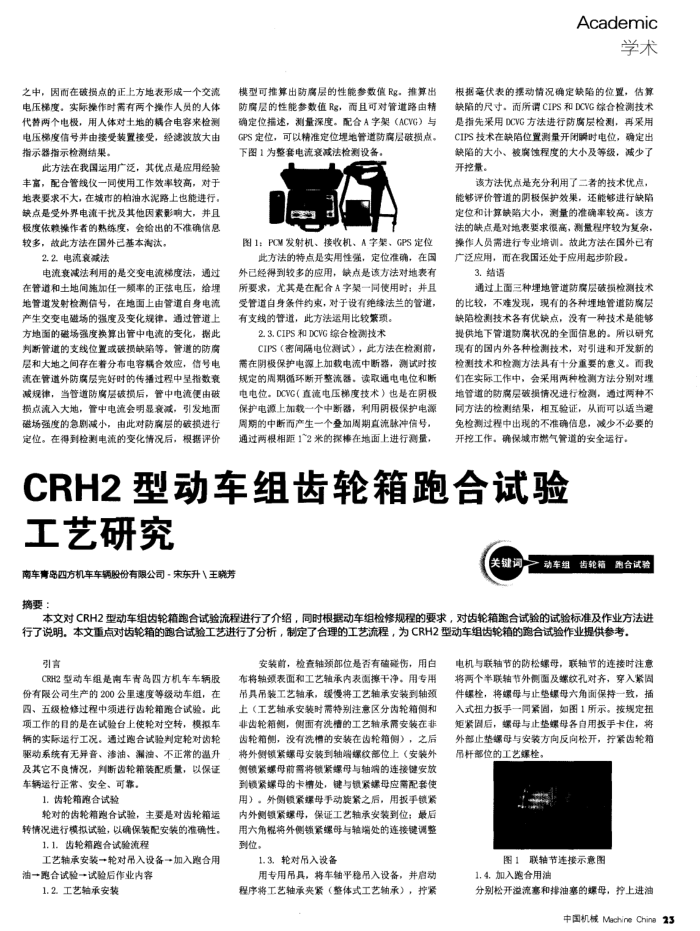
模型可推算出防离层的性能参数值Rg.推算出防腐层的性能参数值Rg,而且可对管道路由精确定位描述,测量深度。配合A字架(ACVG)与 GPS定位,可以精准定位埋地管道防离层破损点下图1为整套电流衰减法检测设备。
图1:PCM发射机、接收机、A字架、GPS定位
此方法的特点是实用性强,定位准确,
在国
外已经得到较多的应用,缺点是该方法对地表有所要求,尤其是在配合A字架一同使用时;并且受管道自身条件约束,对于设有绝缘法兰的管道,有支线的臀道,此方法运用比较紫项
2.3.CIPS和DCVG综合检测技术
CIPS(密间隔电位测试),此方法在检测前,需在阴极保护电源上加载电流中断器,测试时按规定的周期循环断开整流器,读取通电电位和断电电位。DCVG(直流电压梯度技术)也是在阴极保护电源上加载一个中断器,利用阴极保护电源周期的中断而产生一个叠加周期直流脉冲信号,通过两根相距1~2米的探棒在地面上进行测量,
Academic
学术
根据毫伏表的握动情况确定缺陷的位置,估算缺陷的尺寸。而所谓CIPS和DCVG综合检测技术是指先采用DCVG方法进行防腐层检测,再采用 CIPS技术在缺陷位置测量开闭瞬时电位,确定出缺陷的大小、被离蚀程度的大小及等级,减少了开挖量。
该方法优点是充分利用了二者的技术优点。能够评价管道的剧极保护效果,还能够进行缺陷定位和计算缺陷大小,测量的准确率较高。该方法的缺点是对地表要求很高,测量程序较为复杂,操作人员需进行专业培训:故此方法在国外已有广泛应用,而在我国还处于应用起步阶段。
3.结语
通过上面三种埋地管道防离层破损检测技术的比较,不难发现,现有的各种埋地管道防腐层缺陷检测技术各有优缺点,没有一种技术是能够提供地下管道防离状况的全面信息的。所以研究现有的国内外各种检测技术,对引进和开发新的检测技术和检测方法具有十分重要的意义。面我们在实际工作中,会采用两种检测方法分别对理地管道的防离层破损情况进行检测,通过两种不同方法的检测结果,相互验证,从而可以适当通免检测过程中出现的不准确信息,减少不必要的开挖工作。确保域市期气管道的安全运行。
型动车组齿轮箱跑合试验
CRH2
工艺研究
南车青岛四方机车车辆股份有限公司・宋东升王晓芳
动车组齿轮箱跑合试验
摘要:
本文对CRH2型动车组齿轮箱跑合试验流程进行了介绍,同时根据动车组检修规程的要求,对齿轮箱跑合试验的试验标准及作业方法进行了说明。本文重点对齿轮箱的跑合试验工艺进行了分析,制定了合理的工艺流程,为CRH2型动车组齿轮箱的跑合试验作业提供参考。
引言
CRH2型动车组是南车青岛四方机车车辆股份有限公司生产的200公里速度等级动车组,在四、五级检修过程中须进行齿轮箱跑合试验。此项工作的目的是在试验台上使轮对空转,模拟车辆的实际运行工况。通过跑合试验判定轮对齿轮驱动系统有无异音、渗油、漏油、不正常的温升及其它不良情况,判断齿轮箱装配质量,以保证车辆运行正常、安全、可靠。
1.齿轮箱跑合试验
轮对的齿轮箱跑合试验,主要是对齿轮箱运转情况进行模拟试验,以确保装配安装的准确性。
1.1.齿轮箱跑合试验流程
工艺轴承安装→轮对吊入设备加入跑合用油→跑合试验→试验后作业内容
1.2.工艺轴承安装
安装前,检查轴颈部位是否有磕硅伤,用白布将轴颈表面和工艺轴承内表面擦干净。用专用吊具吊装工艺轴承,缓慢将工艺轴承安装到轴颈上(工艺轴承安装时需特别注意区分齿轮箱侧和非齿轮箱侧,侧面有洗槽的工艺轴承需安装在非齿轮箱侧,没有洗槽的安装在齿轮箱侧),之后将外侧锁案螺母安装到轴端螺纹部位上(安装外侧锁紧螺母前雷将锁紧螺母与轴端的连接键安放到锁紧赚母的卡槽处,键与锁紧螺母应需配衰使用)。外侧锁累媒母手动旋紧之后,用扳锁累内外侧锁紧媒母,保证工艺轴承安装到位:最后用六角概将外侧锁紧螺母与轴端处的连接键调整到位。
1.3.轮对吊入设备
用专用吊具,将车轴平稳吊入设备,并启动程序将工艺轴承夹紧(整体式工艺轴承),护紧
电机与联轴节的防松媒螺母,联轴节的连接时注意将两个半联轴节外侧面及螺纹孔对齐,穿入紧固件螺栓,将螺每与止垫螺母六角面保持一致,插入式扭力扳手一同紧固,如图1所示。按规定扭矩紧固后,螺母与止垫螺母各自用扳手卡住,将外部止垫螺母与安装方向反向松开,拧紧齿轮箱吊杆部位的工艺螺栓。
图1联轴节连接示意图
1.4.加入跑合用油
分别松开溢流寒和排油塞的螺母,拧上进油
中国机械 Machine China 23
上一章:基于FastICA的大型风力机主轴承故障诊断研究
下一章:浅论微型谐波齿轮传动