160V280ZJA柴油机主轴承盖及气缸盖螺栓螺纹咬死质量问题分析及解决方法
内容简介
 Academic 学术
Academic 学术必须把倒角和圆角模式分别改为不修剪模式才能更快地绘出这涨图纸,经过这样的针对性训练,同学们就把例角和圆角这个两个命令衡底掌提了,所以我经常在授课时采用“一个命令一张降纸”的方式。
3.2.故意“犯错误”让学生吸取教训。现在的CAD投课一般在机房上课,结合先进的教学软件先给学生操作演示,配合讲解让学生章握命令的使用,在这个过程中把一些初学者经常犯的错误故意“犯”一,学生在笑过之后轻松掌握了相关技巧,不再犯类似错误,记得在110431液压班讲修剪命令时,故意把图纸显示缩小以后做快速修势,做完以后把图纸放大,很多没有剪干净的“小尾巴“露了出来,有的同学在愉笑。我相信这样一次“犯错” 会让很多学生对修剪命令的理解更深刻的。而在给学生讲解如何在图纸中输写文字和标注尺寸时,故意不设文字样式,导致输写的文字变成了“?”,直径标注Φ也变成了“?”。这是很多初学CAD 的学生经常碰到的间题,我就故意先把这个“错误” 犯一遮,然后告诉他们什么会出现这样的间题。这样学生对这部分内客掌握的更扎实了。
3.3,将“教、学、做”融为一体。因为我们在机房进行现场教学,教师在讲清基本概念、基本操作方法之后就布置学生进行实践练习,学生在做练习时,教师在旁边做指导,对没有掌握择作方法的同学随时进行辅导,对于比较集中反映的间题愿再集中讲投,杜绝把间题积揽起来去解决。
3.4.突出实践教学
3.4.1.实例教学,加强感性认识。以往在讲解款件命令用法时,是逐条从上至下地讲解和示范每一个命令的功能和用法,其结果是学生学习完之后不会灵活将其具体在绘图任务中实施应
用。现在是首先满示用AutoCAD完成的儿何图形、工程图,然后再逐步介绍具体的绘制和制作方法这种教学方法使学生接受快,印象深,运用所学知识也会得心应手一些
3.4.2.“点到为止”,使学生的学习变“被动”为“主动”,充分相信学生的智力,有些知识点完全可以“点到为止”,学生可以“由点及面”、“触类旁通”,留给学生自已思考和自己学习的空间,使学习变“被动”为“主动”。例如:在讲解命令使用时,可以只介绍该命令的功能,并作使用示范,或对某一选项作重点讲解,而其它选项的具体含义可放手交给学生自己去实践和熟悉:;在讲解某一类具有相同性质的命令时(如绘图类、编辑类、尺寸标注类),可以只详细讲解某一个具有代表性的命令,其余的也款就迫刃而解了,而且经常鼓励学生自已多善于发现一些不同的操作方法,以满足学生的自学共趣。
3.4.3.计算机辅助设计课程的理论是为实践服务的。所以在实践教学中,应当立足于出图,要求学生在每次课上自主地运用所学命令绘制一幅完整的机械图样,每次一幅图样,保证大部分学生在课内能够完成。
例如,第一次可练习绘制
一幅A3样板图,然后从三规图逐渐过渡到各类典型零件图。这样使学生的每一次练习都体会到绘图的整体过程,利于他们形成规范绘图的习惯,在每次的教学课堂上专门拿出一部分时间做总结,包括两个部分的内容:第一,集中解决课上较普遍出现的问题,演示正确的操作方法,帮助学生分析出现间题的原因。同时在每次上课,严格要求学生在规定的时间内完成图形的绘并进行评定,而且一定要给出成绩算作每一次的平时成绩(打分对学生学习积极性的制激是最奏效的,这是我
的最深切感受),这样既督促学生建立高效出图的概念,又在班级内形成了竞争的学习氛围。通过运用以.上几种教学方法,原本枯煤乏味的CAD课变得生动有趣了,作图技巧和绘图速度提高了很多,
4.不断提高自身素质
除了有恰当的教学方法,作为教师,特别是作为这门课的教师还应该提高自身的各方面能力:“教师要给学生一碗水,自已应有一桶水。" 要把制图课讲得生动形象,把抽象的理论变成直观,让枯燥的条文变得有趣,除了有很好的口才和表达能力以外,还必须具有机械专业的相关知
如金属工艺学、机械制造工艺学、机械零件讯,
与机械原理、公差配合与技术测量等,这费知识在制图中的零件结构、表面质量、加工方法、材料选择、技术要求、连接装配关系等方面都要用到。只有具备这些知识才能应用自如地举出生产中的典型例子,让制图与实际结合起来。
作为教师还必须以当代最先进的知识智能装备自己,不断调整不适应社会需要的落后的知识结构。这方面我感触很深,记得在给学生讲授公差标注时我只是按照材还用明的标准,还是学生提醒了我做了实时改正。这件事提醒我:在教 CAD课程时,不能简单地认为按教材讲完内容为原则,还一定要在教学的同时注意更新自己的己有知识,才能更加完善自己的教学,达到更好的培养学生的效果
教师除了有较强的理论外,还必须熟练地掌据和应用几种计算机绘图软件,以便保用计算机辅助教学以及对学生进行计算机绘图的训练和指导,培养学生的绘图技能和绘图技巧。此外,教师还应尽可能多参加工厂的实践假炼,应具备加工、装配和测量等方面的实际操作技能。
柴油机主轴承盖及气缸盖
16V280ZJA =
螺栓螺纹咬死质量问题分析及解决方法
南车资阳机车有限公司-肖晓东摘要:
针对柴油机组装过程中出现的16V280ZJA柴油机主轴承盖及气缸盖螺栓、螺母组
装困难,螺纹咬死甚至不能拆卸的质量问题,从长螺纹配合精度和螺栓螺纹加工工艺方面进行了原因分析,并提出了切实可行的解决方法,实施后保证了长配合您纹的质整,解决了长配合螺纹组装困难、螺纹咬死甚至不能拆卸的质量问题。
1.间题的提出
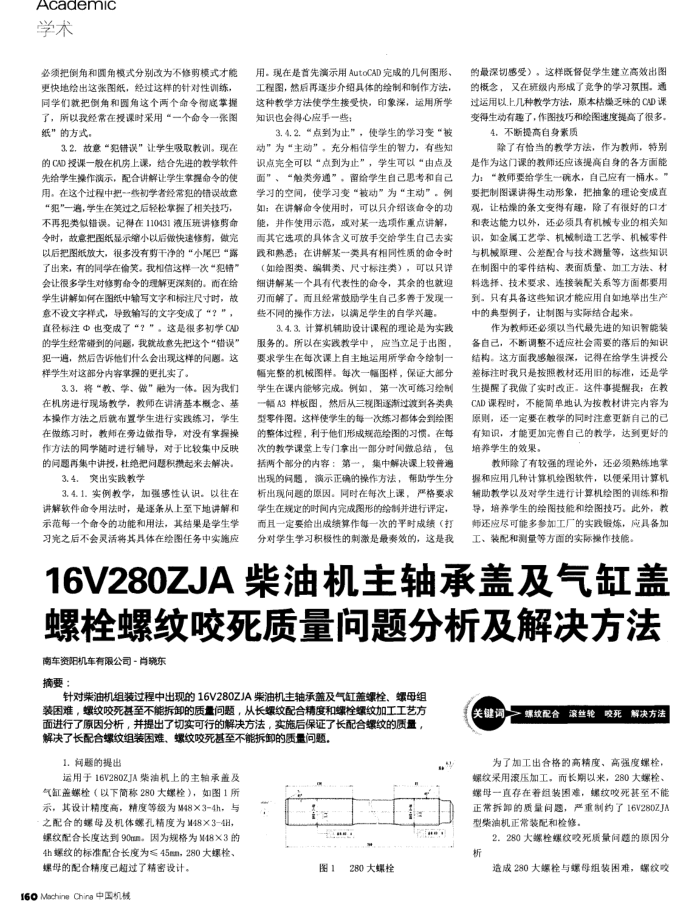
运用于16V280ZJA柴油机上的主轴承盖及气缸盖螺栓(以下简称280大螺栓),如图1所示,其设计精度高,精度等级为M48×3-4h,与之配合的螺母及机体螺孔精度为M48×3-4H,螺纹配合长度达到90m。因为规格为M48×3的 4h螺纹的标准配合长度为≤45mm,280大螺栓、
螺母的配合精度已超过了精密设计, 160 Mochine China 中国机械
图!
280大螺栓
螺纹配合滚丝轮咬死解决方法
为了加工出合格的高精度、高强度螺栓,螺纹采用滚压加工,而长期以来,280大螺栓、螺母一直存在著组装围难,螺纹死甚至不能正常拆卸的质量间题,严重制约了16V280ZJA 型柴油机正常装配和检修
2.280大螺栓螺纹咬死质量问题的原因分析
造成280大螺栓与螺母组装困难,螺纹咬
上一章:弧齿锥齿轮接触斑点图像匹配分析
下一章:高速轴承油气润滑系统的研究及应用现状