您当前的位置:首页>论文资料>热轧钢球毛坯质量问题及解决方法
内容简介
 第38差第3期 2017年9月
第38差第3期 2017年9月哈
尔
滨
轴
承
JOURNAL OF HARBIN BEARING
热轧钢球毛坏质量问题及解决方法
况作由
(哈尔滨轴承集团公司,黑龙江哈尔滨150036)
Vel.38 Na.3 Sep. 2017
摘要:基于钢球毛坏热轧原理及工艺的基础上,详细论述了热轧钢球毛坏质量间恶的产生原因及解决方
法,为热轧钢球毛坏提供了实用的技术指导,供钢球生产单位降低度品率参考。关键词:钢球毛坏;热轧工艺;球坏缺陷;质量间题;解决方法
中图分类号:TH133.33*1
文献标识码:A
文章编码:16724852(2017)03001405
Qualityproblems and solutions ofhotrolled steel ball blank
Kuang Zuotian
( Harbin Bearing Group Corporation, Harbin 150036,China )
Abstract: Based on the principle and process of hot rolling of steel ball blank, the causes and solutions of the quality problems of hot rolled steel ball blanks are discussed in detail, it provides practical technical guidance for hot rolled steel ball blank to provide reference for reducing scrap rate of steel ball production unit.
Key words: ball blank; process of hot rolling; ball blank defects; quality problems solutions
1前言
钢球毛坏热轧工艺是本世纪五十年代后期
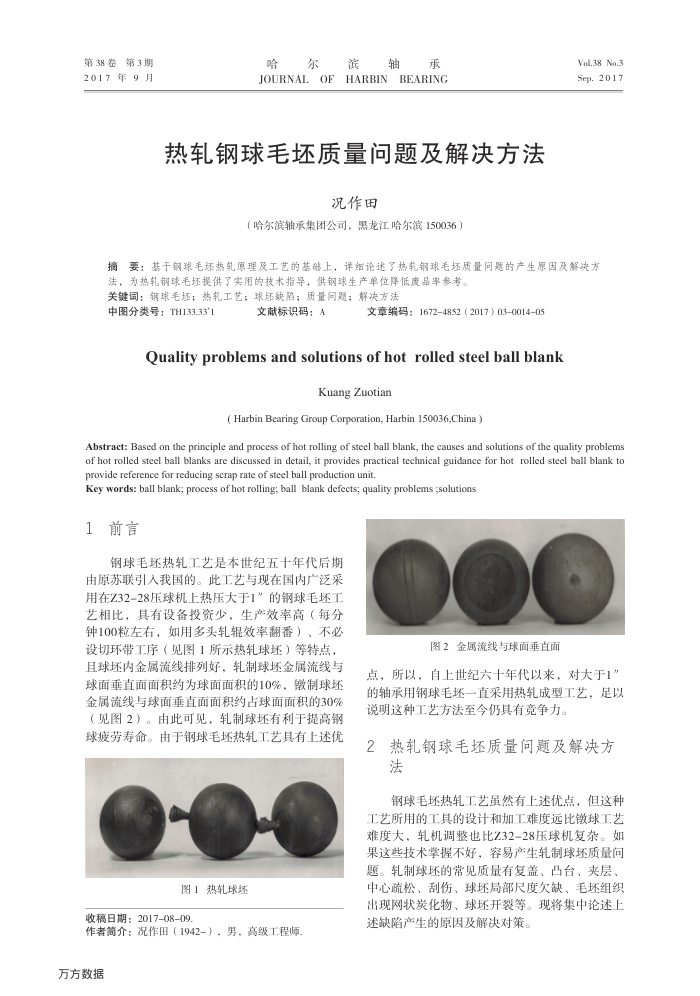
由原苏联引入我国的。此工艺与现在国内广泛采用在Z32-28压球机上热压大于1”的钢球毛坏工艺相比,具有设备投资少,生产效率高(每分钟100粒左右,如用多头轧辑效率翻番)、不必设切环带工序(见图1所示热轧球坏)等特点,目且球坏内金属流线排列好,轧制球坏金属流线与球面垂直面面积约为球面面积的10%,锻制球坏金属流线与球面垂直面面积约占球面面积的30%(见图2)。由此可见,轧制球坏有利于提高钢球疲劳寿命。由于钢球毛坏热轧工艺具有上述优
图1热轧球坏
收稿日期:2017-08-09
作者简介:况作田(1942-),男,高级工程师万方数据
QQ 图2金属流线与球面垂直面点,所以,自上世纪六十年代以来,对大于1” 的轴承用钢球毛坏一直采用热轧成型工艺,足以说明这种工艺方法至今仍具有竞争力。
热轧钢球毛坏质量问题及解决方法
钢球毛坏热轧工艺然有上述优点,但这种工艺所用的工具的设计和加工难度远比敏球工艺难度大,轧机调整也比Z32-28压球机复杂。如果这些技术掌握不好,容易产生轧制球坏质量问题。轧制球坏的常见质量有复盖、凸台、夹层、中心疏松、刮伤、球坏局部尺度欠缺、毛坏组织出现网状炭化物、球坏开裂等。现将集中论述上述缺陷产生的原因及解决对策。