浅析用缩径+复合盐浴工艺修复液压支架小油缸缸筒
内容简介
 Academic 学术
Academic 学术浅析用缩径+复合盐浴工艺修复液压支架
小油缸缸筒
吴家乐
中国神华神东煤炭分公司设务管理中心陕西神木)
(719315
摘要:液压支架是采煤机械中的主要支护设备,神华神东煤炭分公司矿并中自前在用液压支架65套,生产厂家有DBT、 JOY、郑煤机、北煤机、平煤机等。因液压支架使用时长期处于弱酸性、高湿度或高含盐量环境中每套支架大修或项修后都有一部分小油缸缸简内表面因锈蚀、拉伤严重而不能继续使用,需要重新购置新缸筒,造成极大浪费。本文介绍了目前最新的修复干
斤顶缸筒工艺方法,质量可靠而且收到了良好的经济效益。关键词
液压支架:小油缸:缸简修复
波压支架油缸图示(见图1)在综采工作面生产过程中,油缸经过井下长期使用:缸简所磨后出现拉伤、离蚀尺寸超差等情况。推移缸简经过珩磨后,缸简内径小于中150.4mm则维续使用,缸简内径超过中150.4mm则无法继续使用,有的缸简最大超过中152mm,针对这种情况,经过和外协单位合作试验了以下修复工艺:
小油缸缸简采用缩径+复合盐浴的修理工艺修复,
1.工艺简介
缩径工艺简介:所请缩径是指在特定技术条件下,使缸筒内壁浅层组织发生相变,从而达到孔径缩小之目的,通常情况下锈蚀、侵蚀、点蚀、磨损或拉伤深度在0.5mm(单边)深度以内的都可以采用该工艺。缩径后再经表面硬化、时效等工艺,使得密封面表层2一3mm深的硬度维持在HB280―300之间,且原基体综合性能保持不变
复合盐浴工艺简介:“复合盐浴” 的含义是指在添加了稀土元素的碳氮化和氧化两种盐浴中处理工件。复合盐浴处理
o
60中国机械Machine Ohina
技术既可以使工件几乎不变形,同时文可以大幅度提高金属表面的耐磨性、抗蚀性,是一种新的金属表面强化改性技术。这种技术实现了渗碳氮工序和氧化工序的结合,氮化物和氧化物的组合,耐磨性和抗蚀性复合,热处理技术和防属技术的联合。试验表明,现有气体软氮化和离子渗碳氮基本上都可以用此复合浴处理技术来代替,而且可以大幅度提高工件的耐磨性和抗蚀性。其抗蚀性可达到Cu-Ni-Cr多层电镀的水平。把内密封面因锈蚀、侵蚀、点蚀、磨损报废的缸简经缩径、整形、磨、时效等工序,恢复出广尺寸精度后,再经盐浴复合处理,可使得内表面一次形成氧化膜、疏松层、化合物层、奥氏体层和扩散层。从而使密封表面得到强化改性,其耐解性、抗蚀性和前疲劳性同时得到大幅度提高。
2.工艺流程
拆解损坏油缸→清洗待修缸简→内表面租珩→缸简内壁损伤检测(涨缸径向尺寸超1.00mm的除外)→外表面抛丸→缩径(至公称尺寸减0.3一0.5mm)检验→时效处理→磨(至公称尺寸
@o
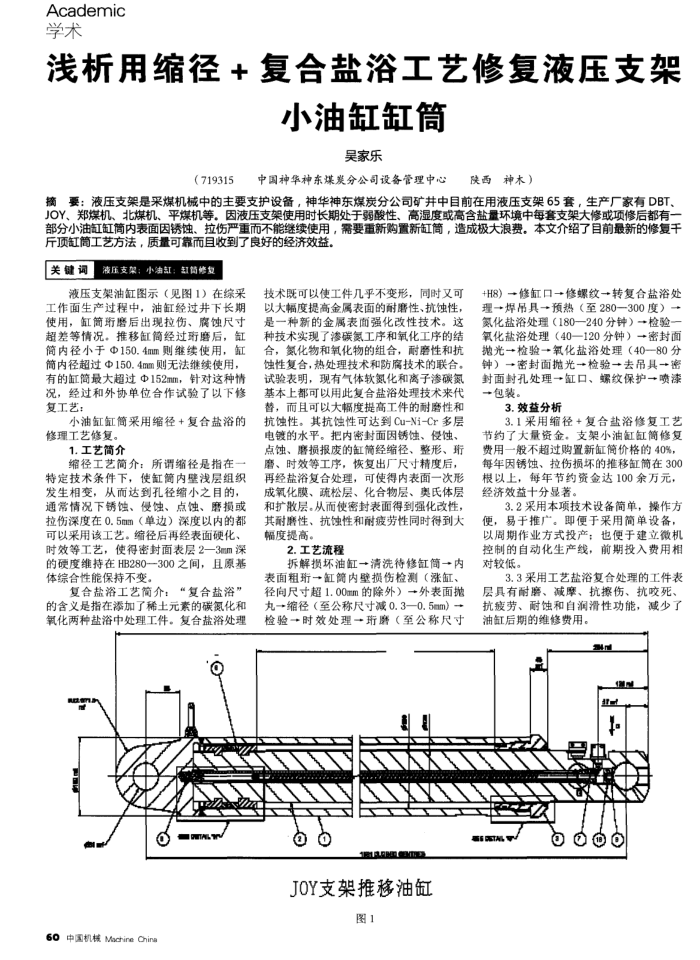
JOY支架推移油缸
图1
+H8)→+修缸口→修螺纹→转复合盐浴处理→焊吊具→预热(至280―300度)-氮化盐浴处理(180一240分钟)→+检验氧化盐浴处理(40一120分钟)→密封面抛光→检验→氧化盐浴处理(40―80分钟)→密封面抛光→检验→去吊具→密封面封孔处理→缸口、螺纹保护→喷漆包装。
3.效益分析
3.1采用缩径+复合盐浴修复工艺节约了大量资金。支架小油缸缸筒修复费用一般不超过购置新缸简价格的40%,每年因锈蚀、拉伤损坏的推移缸筒在300 根以上,每年节约资金达100余万元,经济效益十分显著。
3.2采用本项技术设备简单,操作方便,易于推广。即便于采用简单设备,以周期作业方式投产;也便于建立微机控制的自动化生产线,前期投入费用相对较低。
3.3采用工艺盐浴复合处理的工件表层具有耐磨、减摩、抗擦伤、抗咬死、抗疲劳、耐蚀和自润滑性功能,减少了油缸后期的维修费用。
4
2
SAL
?
?更o