您当前的位置:首页>论文资料>液压支架立柱激光熔覆技术修复工艺分析
内容简介
 第4期(总第197期)
第4期(总第197期)2016年8月
机械工程与自动化
MECHANICAL ENGINEERING & AUTOMATION
文章编号:1672-6413(2016)04-0125-03
液压支架立柱激光熔覆技术修复工艺分析
蔡发12,刘混举
No.4 Aug-
(1.太原理工大学机械工程学院,山西太原030024;2.神华神东煤炭集团设备管理中心,陕西神木719315)
摘要:为解决由于减压支架立柱内外表面磨损而影响支架功能的问题,对立柱各表面激光熔覆工艺进行了探讨,说明了工艺流程,选取了熔覆设备并指出了修复质量指标。通过立柱激光熔覆技术可以有效修复减压支渠性能,对其再制造有一定的帮助,
关键词:减压支架;立柱,激光熔覆;修复工艺
中图分类号:TD355+.47
0引言
文献标识码:A
镀铬层车削后进行熔覆处理,达到无腐蚀点、无划痕后
液压支架是综采工作面的支护设备,其主要作用是支护采场顶板,维护安全作业空间,推移工作面采运设备。液压支架在工作过程中不仪要能够日靠地支承顶板而且应能够随着回采工作面的推进向前移动,因此要求液压支架必须具有升、降、推、移四个基本动作,这些动作由乳化液泵站供给的高压液体通过各种阀控制立柱、手斤顶的伸缩来实现。立柱、手斤顶的泄蒲是支架功能丧失的主要原因之一,会直接影响安全生产,甚至造成无法估计的后果。油缸缸筒是立柱、千斤顶的重要零件,在使用过程中,立柱和千斤顶经常由于油缸内外表面腐蚀或镀层脱落导致密封损坏,从而导致漏滑液或泄液,进而影响支架馨体使用性能,导致工作面不能正常生产。因此,分析研究液压支架立柱、于斤项的修复工艺技术有着重要的意义,
1立柱中缸及活柱外表面激光熔覆工艺 1.1工艺流程
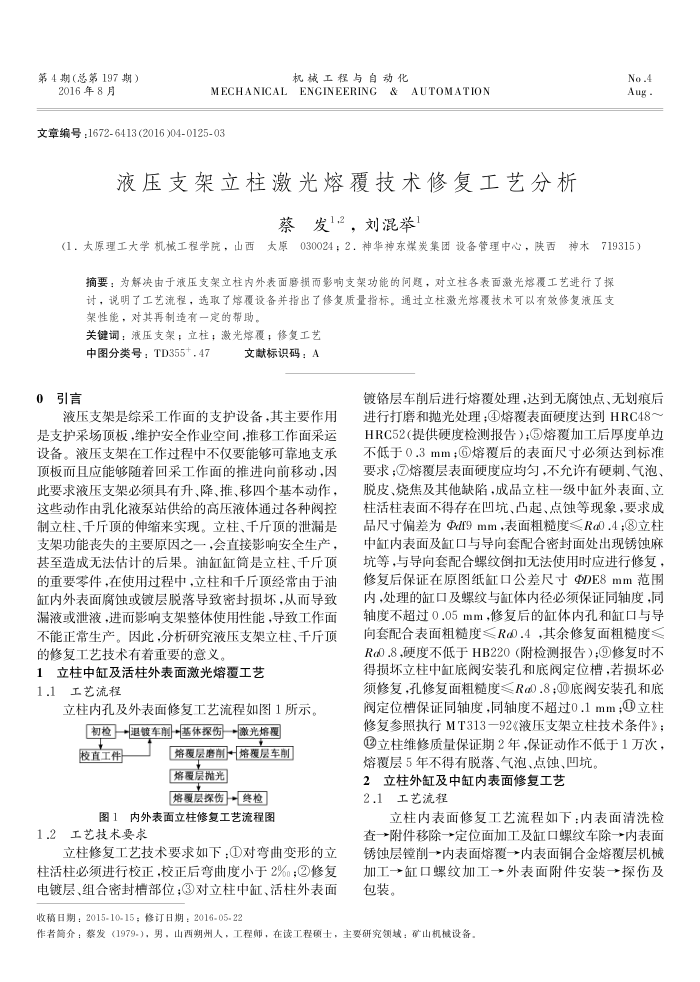
立柱内孔及外表面修复工艺流程如图1所示,
初检+退镀车基体探伤+激光熔覆
校直工件
熔覆层磨前熔覆层车削熔爱层抛光
熔覆层保伤终检
图1内外表面立柱修复工艺流程图
1.2工艺技术要求
立柱修复工艺技术要求如下:①对弯曲变形的立柱活柱必须进行校正,校正后弯曲度小于2%;②修复电镀层、组合密封槽部位:③对立柱中缸、活柱外表面
收稿日期:2015-10-15;修订日期:2016-05-22
进行打磨和抛光处理;④熔覆表面硬度达到HRC48~ HRC52(提供硬度检测报告);熔覆加工后厚度单边不低于0.3mm;@熔覆后的表面尺寸必须达到标准要求;②熔覆层表面硬度应均匀,不允许有硬刺、气泡、脱皮、烧焦及其他缺陷,成品立柱一级中缸外表面、立柱活柱表面不得存在凹坑、凸起、点蚀等现象,要求成品尺寸偏差为Φdf9mm,表面粗糙度≤Ra0.4:立柱中缸内表面及缸口与导向套配合密封面处出现锈蚀麻坑等,与导向套配合螺纹倒扣无法使用时应进行修复,修复后保证在原图纸缸口公差尺寸dDE8mm范围内,处理的缸口及螺纹与缸体内径必须保证同轴度,同轴度不超过0.05mm,修复后的缸体内孔和缸口与导向套配合表面粗糙度≤RcO.4其余修复面粗糙度≤ Ra0.8,硬度不低于HB220(附检测报告):③修复时不得损坏立柱中缸底阀安装孔和底阀定位槽,若损坏必须修复,孔修复面粗糙度≤R@0.8;@底阀安装孔和底阀定位槽保证同轴度.同轴度不超过0.1mm:①立柱修复参照执行MT313一92《液压支架立柱技术条件》; ③立柱维修质量保证期2年保证动作不低于1万次,熔覆层5年不得有脱落、气泡、点蚀、凹坑。
2立柱外缸及中缸内表面修复工艺 2.1工艺流程
立柱内表面修复工艺流程如下:内表面清洗检
香一→附件移除一→定位面加工及缸口螺纹车除一→内表面锈蚀层削一→内表面熔覆一→内表面铜合金熔覆层机械加工→缸口螺纹加工→外表面附件安装→探伤及包装。
作者简介:蔡发(1979-),男,山西朔州人,工程师,在读工程硕士,主要研究领域:矿山机械设备。