您当前的位置:首页>论文资料>数控车床G73指令的应用
内容简介
 数控车床 G73指令的应用 2山东大学工程训练中心山东济南-李伟高玮庭周小泉
数控车床 G73指令的应用 2山东大学工程训练中心山东济南-李伟高玮庭周小泉250002 摘要:
G73指令是数控车削加工复合循环指令,在功能上大大简化了编程,优化了加工路线。
旱
虽说手工编程现在应用不是很广,但这是一个基础,在数控车床上的使用还是比较多的。其主要是速度灵活,简单易懂。一般零件的手工编程是非常经济的
,可以很大程度的提高工
,提高在市场的竞
作效率,降低其成本价格
争能力。数控车床编程功能中提供了复合循环指令功能G73,为FANUC数控车床教学实践中带来了很大的方便,如果零件的结构特点比较规则和简单就可以直接用特定的一些指令如G73 来编程,不仅简化编程,更能深化对加工过程的控制的学习和操作,使学生加深对本工种设备的理解,特别是数控车床工件绕主轴高速回
旋转体的对称性。
转的特性,
1.G73指令的特点
G73指令称为封闭切削复式循环也称固定形状粗车循环、成型加工复式循环或仿形加工。
第一个特点是利用该循环,可以按同一轨迹分层重复切削,每次切削刀具向前移动一次 G73指令自动按精车路线依零件外园、维体、回凸圆弧外形进行多次循环走刀,配合G70精加工循环指令,可一次完成零件加工,它适用于加工铸造、锻造或粗车后的已成型零件毛还。毛坏尺寸接近工件的成品形状尺寸、只是外径、长度较成品留有一定的余量,利用该指令可有效提高切削效率。对不具备类似成型条件的工件,如采用G73进行编程与加工,则反而会增加刀具在切削过程中的空行程,而且也不便计算粗车余量。
第二个特点是坐标轴没有单调性(某个轴没按照一个方向递增或递减)所谓单调性的零
件是指零件的外(内)的轮廊尺寸遥渐增大或减小,不可有内外凹凸的轮离外形,强调单调性是数控系统内部计算每次切削轨迹时防止干涉或出现不能成型的错误指令作出的排异理。
这一特点适合学生更加灵活的创作作品。
2.G73指令使用方法编程格式:
G73U (△ i) W (△k) R (d) ;
G73P (ns) Q (nf) U (u) W(△v) F (f) S (s) T(t) :
指令说明:
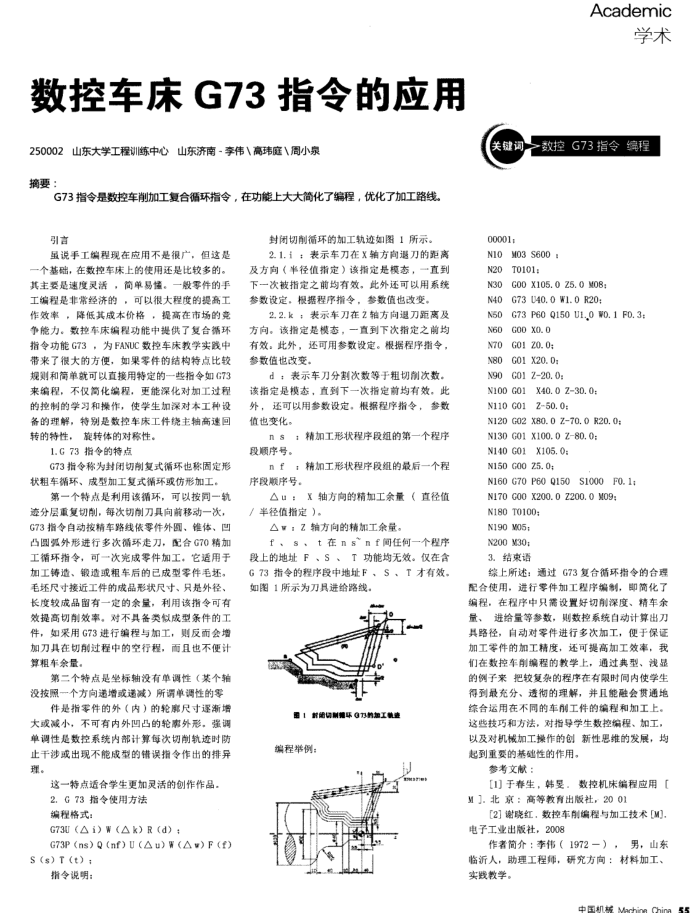
封闭切循环的加工轨迹如图1所示。
2.1.1:表示车刀在X轴方向退刀的距离及方向(率径值指定)该指定是模态,一直到下一次被指定之前均有效,此外还可以用系统参数设定,根据程序指令,参数值也改变。
2.2.k;表示车刀在2轴方向退刀距离及方向。该指定是模态,一直到下次指定之前均有效:此外,还可用参数设定。根据程序指令,参数值也改变。
d:表示车刀分割次数等于粗切削次数。该指定是模态,直到下一次指定前均有效,此外,还可以用参数设定,根据程序指令,
参数
值也变化。
ns
;精加工形状程序段组的第一个程序
段顺序号。
:精加工形状程序段组的最后一个程 nf
序段顺序号。
Au:
X轴方向的精加工余量
(直径值
/率径值指定)。
△v:Z轴方向的精加工余量。
f.
s.
t在nsnf间任何一个程序
段上的地址F、S、
T功能均无效。仅在含
G73指令的程序段中地址F、S、T才有效。如图1所示为刀具进给路线。
中工1 编程举例:
关载计 110000
N10 N20 N30 N40 N50 N60
Academic
学术
数控G73指令编程
M03S600: T0101:
G0O X105. 0 Z5. 0 M08; G73 U40. 0 W1. 0 R20;
G73 P60 Q150 U1.,0 O. 1 FO. 3: G0O 0. 0
N70
G01 20. 0
N80 N90
G01 X20.0s G01 220. 0
N100 G01 N110 G01
X40. 0 Z30. 0; 2-50.0:
N120 G02 x80. 0 Z70. 0 R20. 0; N130 G01 X100. 0 Z80. 0:
x105.0:
N140 G01
N150 G00 Z5. 0;
N160 G70 P60 Q150
S1000F0.1;
N170 G00 X200. 0 Z200. 0 M09;
N180 T0100; N190 M05; N200 M30; 3.结束语
综上所述:通过G73复合循环指令的合理配合使用,进行零件加工程序编制,即简化了编程,在程序中只需设置好切削深度、精车余
进给量等参数,则数控系统白动计算出刀量、
具路径,自动对零件进行多次加工,便于保证加工零件的加工精度,还可提高加工效率,我们在数控车削编程的教学上,通过典型、浅显的例子来把较复杂的程序在有限时间内使学生得到最充分、透彻的理解,并且能融会贯通地综合运用在不同的车削工件的编程和加工上。这些技巧和方法,对指导学生数控编程、加工,以及对机械加工操作的创新性思维的发展,均起到重要的基础性的作用。
参考文献:
[1]于春生,韩晏.
数控机床编程应用[
M].北京:高等教育出版社,2001
[2]谢晓红,数控车前编程与加工技术[M]. 电子工业出版社,2008
作者简介:李伟(1972一),
男,山东
临沂人,助理工程师,研究方向:材料加工、实践教学。
中国凯板Mah
上一章:插床的数控化改造和三坐标CNC系统开发
下一章:数控机床钻削不锈钢深孔编程