您当前的位置:首页>论文资料>插床的数控化改造和三坐标CNC系统开发
插床的数控化改造和三坐标CNC系统开发
内容简介
 2010年4月
2010年4月第38卷第8期
机床与液压
MACHINE TOOL & HYDRAULICS
D0I;10.3969/j.issn.1001 3881.2010.08.006
插床的数控化改造和三坐标CNC系统开发
张海云,赵玉刚,侯仰海
(山东理工大学机械工程学院,山东淄博255049)
Apr.2010 Vol. 38 No. 8
摘要:开发三坐标CNC系统,对普通插床进行了数控化改造。该CNC系统采用PC机+PMAC运动控制卡的开放式结构,采用模块化设计,具有实时加工控制、图形自动编程、列表曲线拟合编程、模拟仿真和加工轨迹动态跟踪显示等多种功能。该插床已成功应用于罗茨泵系列转子异型面的数控化加工。
关键调:CNC系统;插床;数控改造;罗茨泵转子
中图分类号:TC659
文章编号:10013881(2010)80163
文款标识码:B
对截面轮廓形线为非圆柱面(由渐开线、摆线、圆弧等多段曲线组成)的罗茨泵转子叶片的加工,若柱面较短可考虑采用普通的数控铣床加工,但对一些加工面较长(有些大型罗茨泵转子的轴向长度达到500mm以上)的非圆柱面(")(如图1),难以用通用的数控铣床或线切割机床加工(单件生产),或加工成本太高。为了适应截面轮率线是复杂曲线的长柱面工件的加工,笔者开发了基于工业PC机+运动控制卡的开放式三坐标插床CNC系统,并先后为几家真空泵企业的普通插床(如B5020、BQ5040型插
床)进行了数控化改造,研制出了两坐标移动(X、Y)、一坐标(C)旋转的间歇式工作往复式进刀的数控插床。用于对两叶、三叶罗茨泵系列转子型面的数控化加工,既能进行粗插又能进行精
插,提高了加工效率、保证了加
图1
工精度,大大缩短了产品更新换代的辅助时间,取得了明显的经济效益。
插床机械部分改造
三叶罗茨泵转子叶轮截面形状图
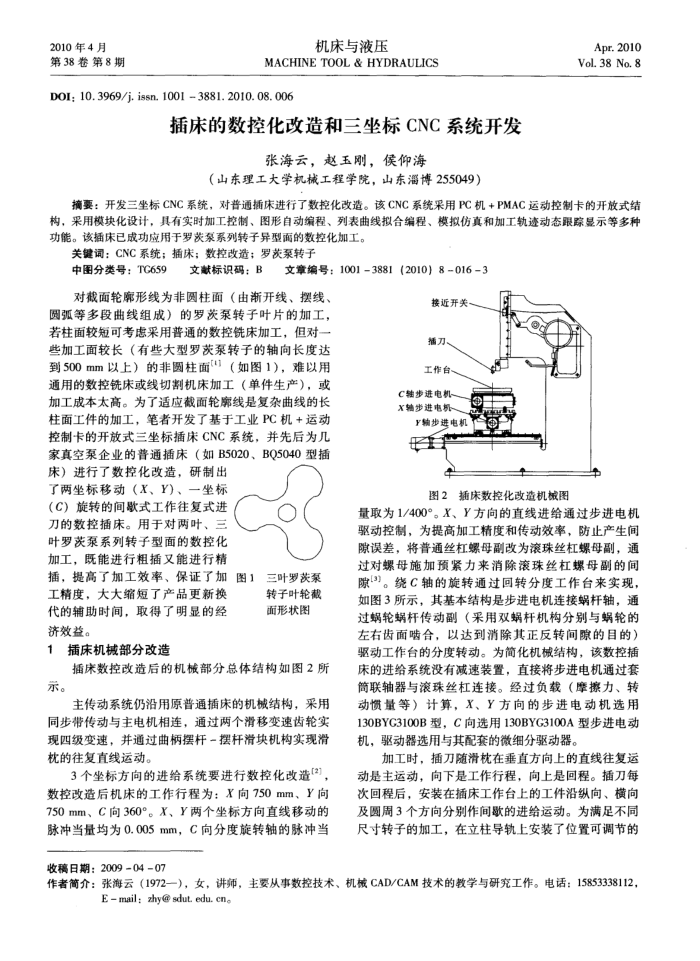
插床数控改造后的机械部分总体结构如图2所示。
主传动系统仍沿用原普通插床的机械结构,采用同步带传动与主电机相连,通过两个滑移变速齿轮实现四级变速,并通过曲柄摆杆一摆杆滑块机构实现滑枕的往复直线运动。
3个坐标方向的进给系统要进行数控化改造[2] 数控改造后机床的工作行程为:X向750mm、Y向 750mm、C向360°。X、Y两个坐标方向直线移动的脉冲当量均为0.005mm,C向分度旋转轴的脉冲当
接近开关、
插刀、工作台、
C轴步进电机 X轴步进电机
Y轴步进电机行
图2插床数控化改造机械图
量取为1/400°。X、Y方向的直线进给通过步进电机驱动控制,为提高加工精度和传动效率,防止产生间隙误差,将普通丝杠螺母副改为滚珠丝杠螺母副,通过对螺母施加预紧力来消除滚珠丝杠螺母副的间[3)。绕C轴的旋转通过回转分度工作台来实现,如图3所示,其基本结构是步进电机连接蜗杆轴,通过蜗轮蜗杆传动副(采用双蜗杆机构分别与蜗轮的左右齿面啮合,以达到消除其正反转间隙的目的) 驱动工作台的分度转动。为简化机械结构,该数控插床的进给系统没有减速装置,直接将步进电机通过套简联轴器与滚珠丝杠连接。经过负载(摩擦力、转动惯量等)计算,X、Y方向的步进电动机选用 130BYG3100B型,C向选用130BYG3100A型步进电动机,驱动器选用与其配套的微细分驱动器。
加工时,插刀随滑枕在垂直方向上的直线往复运动是主运动,向下是工作行程,向上是回程。插刀每次回程后,安装在插床工作台上的工件沿纵向、横向及图周3个方向分别作间款的进给运动。为满足不同尺寸转子的加工,在立柱导轨上安装了位置可调节的
收稿日期:2009-04-07
作者简介:张海云(1972一―),女,讲师,主要从事数控技术、机械CAD/CAM技术的教学与研究工作。电话:15853338112
E mail: zhy@ sdut, edu. cn。
上一章:数控仿真培训系统的研究与开发
下一章:数控车床G73指令的应用