您当前的位置:首页>论文资料>浅谈数控铣床中G54与G92指令
内容简介
 ・技术前沿
・技术前沿浅谈数控铣床中G54与G92指令
陈康
(江苏省常州技师学院机电工程系
江苏常州
213017)
数字技术与应用
【摘要]工件坐标系是指以确定的加工原点为基准建立的坐标系,工件坐标系是为机床操作人员服务的。如果建立了工件坐标系,那么工件坐标系原点在机床坐标系中的位置也就相应确定下来了,数控机床在加工时会自动将点在编程坐标系中的值转化为点在机床坐标系中的值,数控装置就可控制刀其的运动轨迹了,从面保证加工的准确性。
[关建词]工件坐标系
浮动坐标系
[中图分类号]TG
1G54指令选择工件坐标系指令格式:G54(或G55~G59)程序格式:
G54XY―Z-
对刀点
[文献标识码]A
[文章编号]1007-9416(2010020065~02
来选择相对应的工件坐标系,分别为G54, G55G56、G57、G58,G59,均为模态指令。在电源接通并逐回参考点后,系统一股会自动选择G54坐标。
X、Y、Z为新坐标系原点在原坐标系
中的垒标。指令说明:
(1)G54(或G55~G59)指令可以用 Y
x
0M Y
oot
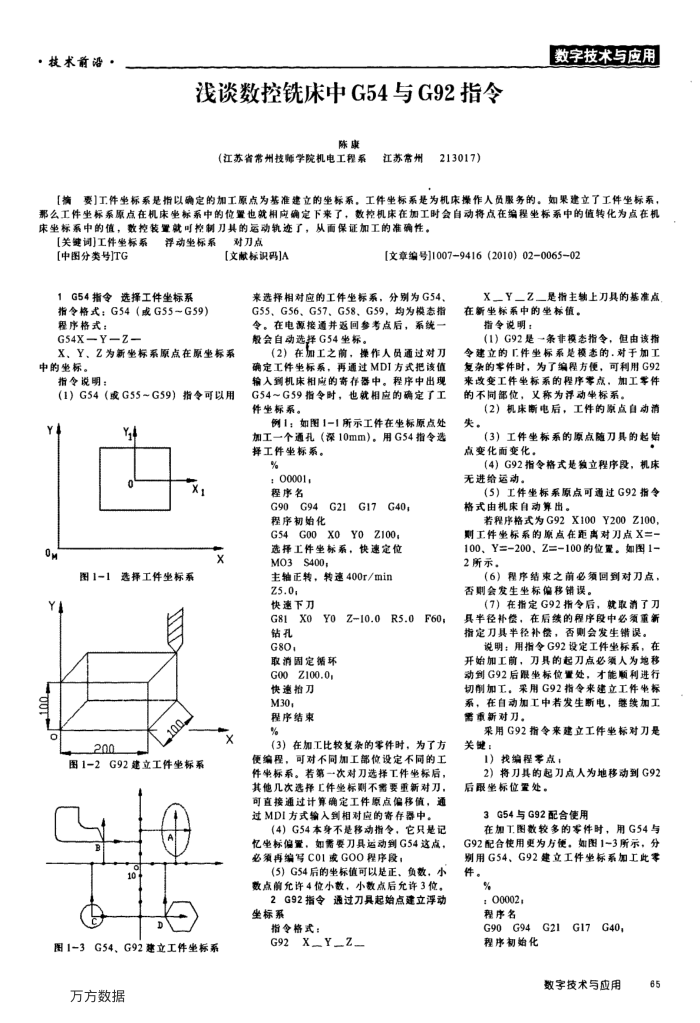
图1-1 200
图1-2
选择工件坐标系
G92建立工件坐标系
10
x
图1-3G54、G92建立工件坐标系万方数据
(2)在加工之前,操作人员通过对刀确定工件坐标系,再通过MDI方式把该值输入到机床相应的寄存器中。程序中出现 G54~G59指令时,也就相应的确定了工件坐标系。
例1:如图1-1所示工件在坐标原点处加工一个通孔(深10mm)。用G54指令选
择工件坐标系。%
:00001; 程序名
G90G94G21 程序初始化
G17
G40;
G54G00X0
YOZ100,
选择工件坐标系,快速定位 MO3S400
主轴正转,转速400r/min z5.0;
快速下刀
G81X0Y0
Z10.0R5.0F60.
钻孔 G80,
取消固定循环 G00Z100.0,
快速拍刀 M30
程序结束%
(3)在加工比较复杂的零件时,为了方便编程,可对不同加工部价设定不同的工件座标系。若第一次对刀选择工件坐标后,其他几次选择工件坐标则不需要重新对刀,可直接通过计算确定工件原点偏移值,通过MDI方式输入到相对应的寄存器中。
(4)G54本身不是移动指令,它只是记忆坐标偏置,如需要刀具运动到G54这点,必筑再编写C01或GOO程序段:
(5)G54后的坐标值可以是正、负数,小数点前允许4位小数,小数点后允许3位。 2G92指令通过刀具起始点建立浮动坐标系
指令格式:
G92X_Y_Z
X_Y_Z_是指主转上刀具的基准点在新坐标系中的坐标值。
指令说明:
(1)G92是→条非模态指令,但由该指令建立的「件坐标系是模态的.对于加工复杂的学件时,为了编程方便,可利用G92 来改变工件坐标系的程序零点,加工零件的不同部,义称为浮动毕标系。
(2)机床断电后,工件的原点自动消失。
(3)工件坐标系的原点随刀具的起始点变化而变化。
(4)G92指令格式是独立程序段,机床无进给运动。
(5)工件坐标系原点可通过G92指含格式由机床自动算出。
若程序格式为G92X100Y200Z100,则工件坐标系的原点在距离对刀点X二-100,Y=-200,Z=-100的位置。如图1-2所示,
(6)程序结束之前必须回到对刀点,否则会发生坐标偏移错误。
(7)在指定G92指令后,就取消了刀具半径补偿,在后续的程序段中必须重新指定刀具半径补偿,否则会发生错误。
说明:用指令G92设定工件坐标系,在开始加工前,刀具的起刀点必人为地移动到G92后跟标位置处,才能顺利进行切削加工,采用G92指令来建立工件坐标系,在自动加工中若发生断电,继续加工需重新对刀。
采用G92指令来建立工件坐标对刀是关键:
1)找编程零点:
2)将刀其的起刀点人为地移动到G92 后跟垒标位置处。
3G54与G92配合使用
在加T图数较多的零件时,用G54与 G92配合使用更为方便,如图1-3所示,分别用G54、G92建立工件坐标系加工此零件。
:00002; 程序名
G90G94
G21
程序韧始化
G17
G40,
数字技术与应用
65
上一章:数控机床控制系统的研究、开发研析
下一章:一种轴类零件加工专用数控车床