您当前的位置:首页>论文资料>热镀锌锌层厚度控制技术研究
内容简介
 福建)莆田市力天量控有限公司大力值
福建)莆田市力天量控有限公司大力值Tel:0594-2695245 甄制力传感器及淇控制 2636151
36
钢
STEEL ROLLING
2013年2月・第30卷・第1期 Feb.2013Vol.30No.1
热镀锌锌层厚度控制技术研究
娄德诚,齐海英,王丰涛,孔凡庆,贾
松
(北京首钢冷轧薄板有限公司,北京101304)
摘要:针对北京首钢冷轧薄板有限公司热镀锌线锌层厚度控制精度偏低、锋锭消耗较大、生产成本较高的间题,对连续热镀锌生产中影响锌层厚度控制的因索进行了分析,提出了相应控制措施,使锌层厚度在正公差十 0~10g/m范围内的命中率达到90%。
关键调:热镀锌;锌层厚度;影响因素;分析;控制
中图分类号:TG335.5
文款标识码:A
文章编号:10039996(2013)01―0036―04
Research on the Control of Zine Coating Weight in Continuous Galvanizing Line
LOU De-cheng, QI Hai-ying, WANG Feng-tao, KONG Fan-qing, JIA Song(Beijing Shougang Cold Rolled Sheet Co, ,Ltd. , Beijing 101304, China)
Abstract: In view of low precision of zinc coating weight control ,high consumption of zinc and high cost, th eeaenae The zinc coating weight controlling precision ( hit rate in target + 0~10g/m') has been improved to 90% . Key word; continuous galvanizing; zinc coating weight; influence factor; analysis; control
北京首钢冷轧薄板有限公司以生产高端板材,特别是高等级镀锌汽车板为主。生产中,发现锌层厚度控制精度较低,锌层厚度正超差较大,锌锭消耗较高。为此,本文对锌层厚度控制影响因素进行了分析,并提出了相应控制措施。
1
锌层厚度控制的影响因素
1.1在线锌层厚度检测系统
采集了10个镀锌板样本,对热镀锌生产线在线锌层厚度检测系统的稳定性、精密性(重复性、再现性)进行了分析:
(1)样本P/TV的R值为10.64%,小于 30%,说明该测量系统的重复性和再现性都比较好;
(2)样本P/T的R值为16.36%,小于30%,说明该测量系统的散布与规格对比在允许范围内,良和不良区分能力是够。
由此可见,在线测量系统的稳定性、精密性
(重复性、再现性)均较好,测量系统是可信的。 1.2锌层订单厚度、带钢厚度和带钢稳定性
计划排产中,带钢厚度、锌层订单厚度等有较收稿日期:201205―28
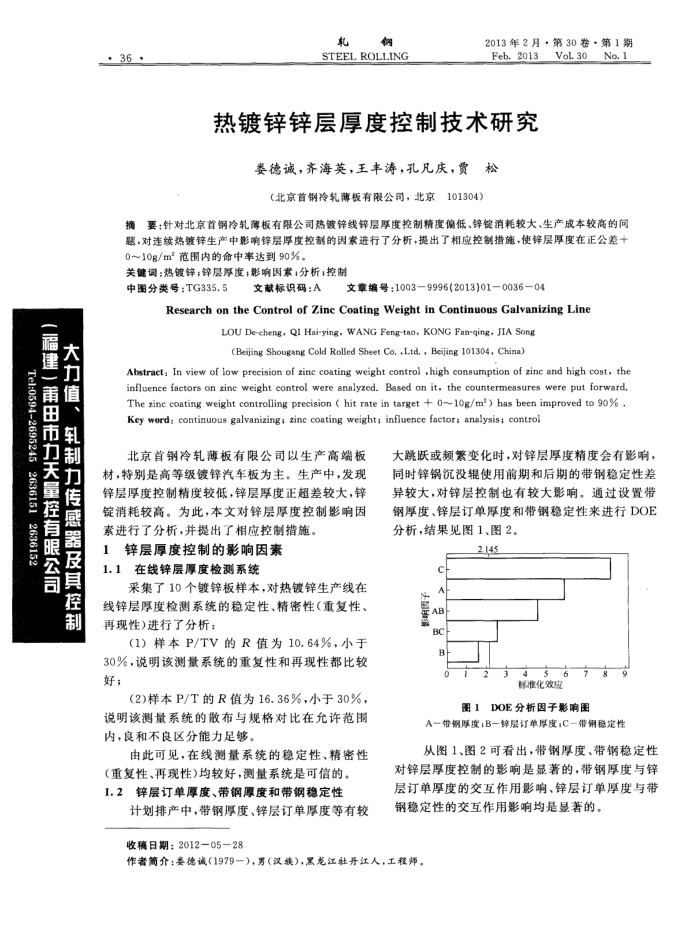
大跳联或频需变化时,对锌层厚度精度会有影响,同时锌锅沉没辑使用前期和后期的带钢稳定性差异较大,对锌层控制也有较大影响,通过设置带钢厚度、锌层订单厚度和带钢稳定性来进行DOE 分析,结果见图1、图2。
2.145
4A
A 子
BC B
标准化效应
图1DOE分析因子影响图
A一带钢厚度,B一锌层订单原度,C一带钢稳定性
从图1、图2可看出,带钢厚度、带钢稳定性
对锌层厚度控制的影响是显著的,带钢厚度与锌层订单厚度的交互作用影响、锌层订单厚度与带钢稳定性的交互作用影响均是显著的。
作者简介:委德诚(1979一),男(汉族),黑龙江壮丹江人,工程师。
上一章:圆钢热顶锻性能攻关
下一章:贯彻落实新《安全生产法》促进柳钢安全生产