您当前的位置:首页>论文资料>PLC在热轧带钢厚度控制中的应用研究
内容简介
 数控技术
数控技术PLC在热轧带钢厚度控制中的应用研究
陈闻起
(唐山国丰钢铁有限公司热轧薄板厂河北唐山063000)
数事投本与质用
摘要着现代工业发展,PLC控制技术在轧钢领或得到广泛的应用。它具有实时性好,控制结构灵活,操作简单易于端程,良好的抗干扰性能以及纠错功能。本文以PLC为控制单元,运用step软件和C语言进行端程,通过轧机采集设定值和实际值进行比较,采用模期控制理论进行修正,实现对热轧轧辑辑缝等参数控制并达到控制带钢厚度的日的。
关键词:PLC带钢厚度模期控制理论
中图分类号:TP273
文献标识码:A
文章编号:1007-9416(2014)06-0022-01
热轧带钢厚度控制直接影响着钢铁企业的经济效益,一直受到社会各界的广泛关注。随着近年来微电子技术和科学理论的快速发展,将模糊理论与PLC技术相结合实施对热轧轧机辊缝等参数控制实现对带钢厚度控制成为了研究热点。因此本文对PLC在热轧带钢
厚度控制中的应用研究有着重要意义。 1PLC在工业现场应用
PLC是Programmable LogicController的缩写,译成中文为可编程逻辑控制器。它是一种可编程的存储器,它能够存储程序,执行逻辑运算以及顺序控制。它能够通过模拟和数字输入来控制机械设备,PLC具有以下几方面优点适用于工业现场:(1执行每条二进制命令的时间大致为100ns,具有较好的实时性。(2)控制系统构成灵活其有良好的可扩展性,能够与上位机构成复杂的控制系统从而实现热轧生产过程中复杂的控制。(3)PLC系统使用简单,易于编程。它提供了逻辑图,功能块,简明的梯形图以及语句表等编程语言,这样方面缩短了编程周期。(4)PLC能够在线修改程序,在不拆动硬件的情况下可以改变原有的实施方案,固此它易于现场调试。(5)PLC抗干扰能力强,可靠性高,能够适用于轧钢工业现场。(6)PLC具有良好的容错能力,同时还能够将系统中的错误以代码的形式报警反馈。
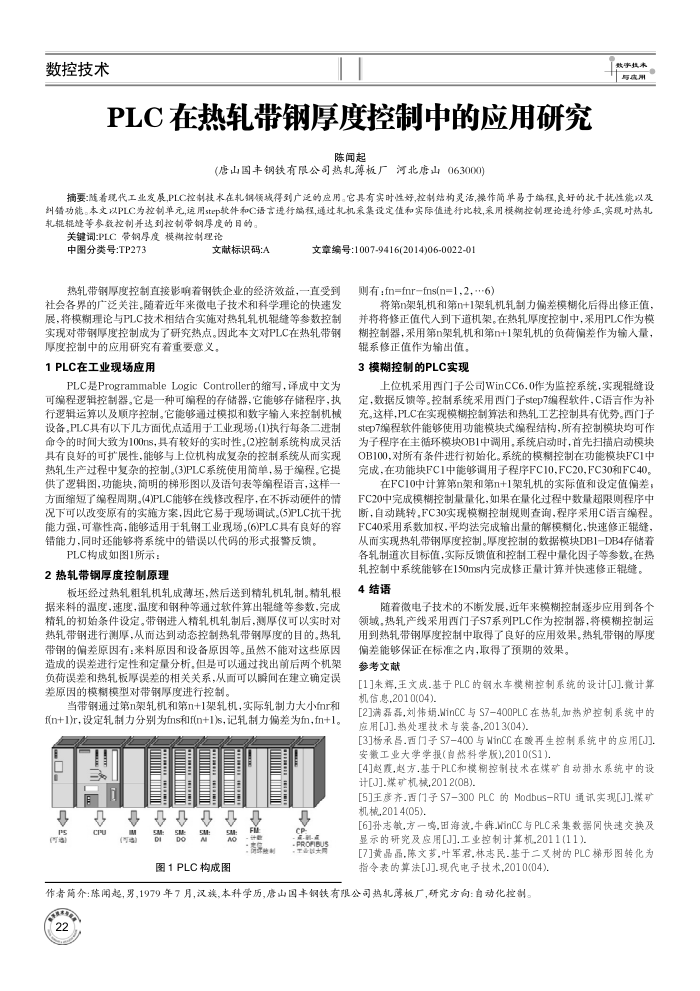
PLC构成如图1所示: 2热轧带钢厚度控制原理
板坏经过热轧粗轧机轧成薄坏,然后送到精轧机轧制。精轧根据来料的温度,速度,温度和钢种等通过软件算出辊缝等参数,完成精轧的初始条件设定。带钢进人精轧机轧制后,测厚仪可以实时对热轧带钢进行测厚,从而达到动态控制热轧带钢厚度的目的。热轧带钢的偏差原因有:来料原因和设备原因等。虽然不能对这些原因造成的误差进行定性和定量分析。但是可以通过找出前后两个机架负荷误差和热轧板厚误差的相关关系,从面可以瞬间在建立确定误差原因的模模型对带钢厚度进行控制。
当带钢通过第n架轧机和第n+1架轧机,实际轧制力大小fnr和 fn+1)r,设定轧制力分别为fns和f(n+1)s,记轧制力偏差为fn,fn+1。
面
+
nad
+
个
图1PLC构成图
+
0 cP
则有:fn=fnrfns(n=1,2,.-6)
将第n架轧机和第Ⅱ十1架轧机轧制力偏差模糊化后得出修正值,并将将修正值代人到下道机架。在热轧厚度控制中,采用PLC作为模糊控制器,采用第n架轧机和第n+1架轧机的负荷偏差作为输人量,
辑系修正值作为输出值。 3模糊控制的PLC实现
上位机采用西门子公司WinCC6.0作为监控系统,实现辑缝设
定,数据反馈等。控制系统采用西门子step7编程软件,C语言作为补充。这样,PLC在实现模糊控制算法和热轧工艺控制具有优势。西门子 step7编程软件能够使用功能模块式编程结构,所有控制模块均可作为子程序在主循环模块OB1中调用。系统启动时,首先扫描启动模块 OB100,对所有条件进行初始化。系统的模糊控制在功能模块FC1中完成,在功能块FC1中能够调用子程序FC10,FC20,FC30和FC40。
在FC10中计算第n架和第n+1架轧机的实际值和设定值偏差; FC20中完成模糊控制量量化,如果在量化过程中数量超限则程序中断,自动跳转FC30实现模翻控制规则查询,程序采用C语言编程。 FC40采用系数加权,平均法完成输出量的解模棚化,快速修正辑缝,从而实现热轧带钢厚度控制。厚度控制的数据模块DB1-DB4存储着各轧制道次目标值,实际反债值和控制工程中量化因子等参数,在热轧控制中系统能够在150ms内完成修正量计算并快速修正辑缝。
4结语
随着微电子技术的不断发展,近年来模糊控制逐步应用到各个领域,热轧产线采用西门子S7系列PLC作为控制器,将模糊控制运用到热轧带钢厚度控制中取得了良好的应用效果。热轧带钢的厚度
偏差能够保证在标准之内,取得了预期的效果。参考文献
[1]未辉,王文成.基于PLC的钢水车模糊控制系统的设计[J].微计算机信息,2010(04)
[2]满磊磊,刘伟娟.WinCC与S7=4O0PLC在热轧加热炉控制系统中的应用[J].热处理技术与装备,2013(04)
[3]杨承昌.西门子S7-400与WinCC在酸再生控制系统中的应用[J]. 安徽工业大学学报(自然科学板),2010(S1).
[4]赵霞,赵方.基于PLC和模糊控制技术在煤矿自动排水系统中的设计[3].煤矿机械.2012(08)
[5]王彦齐.西门子S7-300 PLC 的Modbus-RTU通讯实现[J].煤矿机械,2014(05).
[6]孙志敏,方一鸣.田海减.牛辨.WinCC与PLC采集数据间快速交换及显示的研究及应用[J].工业控制计算机,2011(11).
[7]黄晶晶,陈文萝,叶军君.林志民.基于二叉树的PLC梯形图转化为指含表的算法[J].现代电子技术,2010(04)
作者篇介:陈闻起,男,1979年了月,汉族,本科学历,唐山国车钢铁有限公司热轧萍板厂,研究方向:自动化控制。