您当前的位置:首页>论文资料>凸轮轴齿轮沉孔的加工及检验
内容简介
 栏目主持来养娅
栏目主持来养娅凸轮轴齿轮沉孔的加工及检验
中国重汽大同齿轮有限公司
1.产品简介
(大同037305)
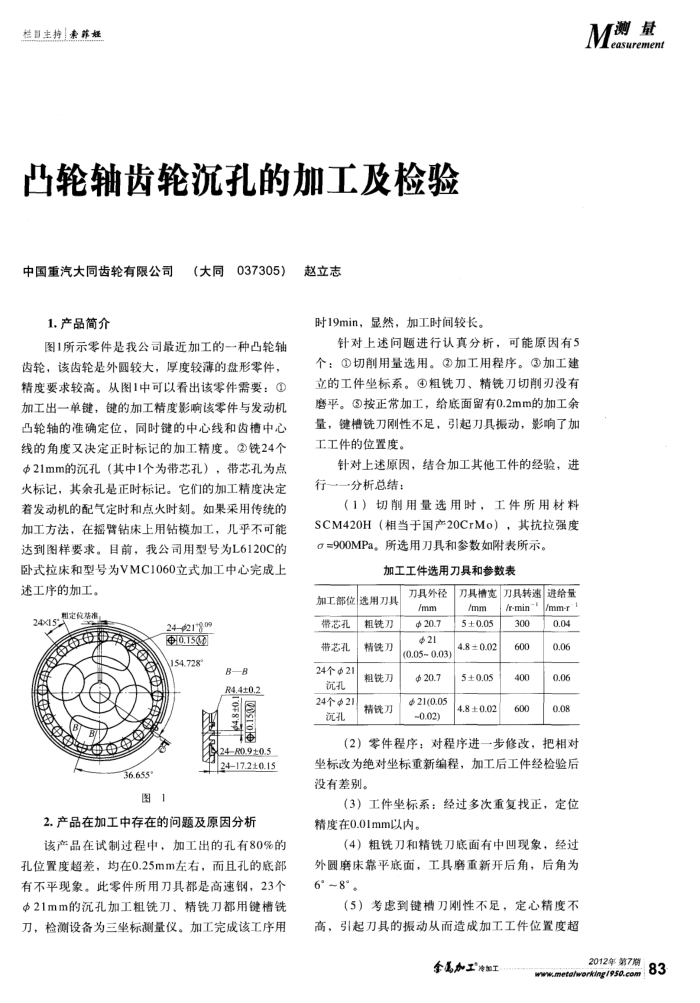
图1所示零件是我公司最近加工的一种凸轮轴齿轮,该齿轮是外圆较大,厚度较薄的盘形零件,精度要求较高。从图1中可以看出该零件需要:① 加工出一单键,键的加工精度影响该零件与发动机凸轮轴的准确定位,同时键的中心线和齿槽中心线的角度又决定正时标记的加工精度。②铣24个 Φ21mm的沉孔(其中1个为带芯孔),带芯孔为点火标记,其余孔是正时标记。它们的加工精度决定着发动机的配气定时和点火时刻。如果采用传统的加工方法,在播臂钻床上用钻模加工,几乎不可能达到图样要求。目前,我公司用型号为L6120C的卧式拉床和型号为VMC1060立式加工中心完成上述工序的加工。
用定代
24X15
36.655
24-4217899 电0.150
154.728
B―B R4.4±0.2
棒
2480.9±0.5 2417.2±0.15
图1
2.产品在加工中存在的问题及原因分析
该产品在试制过程中,加工出的孔有80%的孔位置度超差,均在0.25mm左右,而且孔的底部有不平现象。此零件所用刀具都是高速钢,23个 Φ21mm的沉孔加工粗铣刀、精铣刀都用键槽铣刀,检测设备为三坐标测量仪。加工完成该工序用
赵立志
时19min,显然,加工时间较长。
针对上述问顾进行认真分析,可能原因有5
个:①切削用量选用。②加工用程序。③加工建立的工件坐标系。①粗铣刀、精铣刀切削刃没有磨平。③按正常加工,给底面留有0.2mm的加工余量,键槽铣刀刚性不足,引起刀具振动,影响了加工工件的位置度。
针对上述原因,结合加工其他工件的经验,进行―一分析总结:
(1)切削用量选用时,工件所用材料
SCM420H(相当于国产20CrMo),其抗拉强度 0=900MPa。所选用刀具和参数如附表所示。
加工工件选用刀具和参数表
加工部位选用刀具
带芯孔带芯孔 24个21 沉扎 24个21 流孔
粗铣刀精铣刀
粗铣刀精锐刀
刀具转速进给量
刀具外径
刀具槽宽
/mm Φ 20.7
(0.05~ 0.03) Φ 20.7 $21(0.05 0.02)
/mm 5 ±0.05
4.8 ± 0.02 5 ±0.05 4.8±0.02
/r-min 300
600 400 600
/mm-r 0.04
0.06 0.06 0.08
(2)零件程序:对程序进一步修改,把相对坐标改为绝对坐标重新编程,加工后工件经检验后没有差别。
(3)工件坐标系:经过多次重复找正,定位精度在0.01mm以内。
(4)粗铣刀和精铣刀底面有中凹现象,经过
外圆磨床靠平底面,工具磨重新开后角,后角为 6°~8°。
(5)考虑到键槽刀刚性不足,定心精度不高,引起刀具的振动从而造成加工工件位置度超
全属加工冷加工
M测量 easurement
2012年第7期
83
www.meta/wonting/9so.com