您当前的位置:首页>论文资料>渗透汽化膜晶种涂覆装置的设计
内容简介
 140
140当代化工研究
wefat
科研开发
渗透汽化膜晶种涂覆装置的设计
*李华北
(河北美邦工程科技股份有限公司河北050000)
2017-06
摘要:介结了用于外轻12mm,长度8(m的不锈钢或陶光的管状支撑体的晶种涂直装置的工作原理和主要部件结构,分析了影响装置涂
度质量的主要图素,并结合实检适行,进一步说明自动涂度装置在实除渗连汽化膜生产中的重要性。关键调:渗进汽化膜;涂覆;载转适动机构;直线动机构;弹黄类紫机构
中图分类号:T
文献标识码:A
DesignoftheCoatingDeviceforPervaporationMembraneSeedCrystal
LiHuabei
(Hebei Meibang Engineering Technology Limited Liability Company, Hebei, 050000)
Abstract:In this paper, it has introdiced rhe working principle and mainr componen stncture of seed crystal coating device ssed for stainless Steel or ceramic Taublar support with extermal diamerer J2mm and length 800mm, besides, ir has analyzed the mainfactors infhencing coating quality and combing with the experimental operation, it has sfated rhe importance of aufomatic coating device to the prodhiction of practical pervaporation membnane
Key words: pervaporation membrane; coating; rofating motion mechanismr; straighr-line morion mechanism; springclamping mechanism
1.前言
渗透汽化膜根据溶解-扩散原理,在渗透汽化过程中,待分离组分在膜两侧蒸汽压差的推动下,被膜选择性吸附溶解,以不同的速度在膜内扩散,在膜下游汽化、解吸,实现混合物分离。现在NaA沸石膜已被广泛应用于渗透汽化过程中,NaA沸石膜渗透汽化装置投入到工业化运行中,逐渐取代了有机高分子膜材料。目前,NaA沸石膜的制备方法主要为二次生长法,即在膜管水热合成之前对载体管进行预涂晶种。根据经典的晶体形成理论。
二次生长法能跳过晶体的成核期通
过缩短晶化时间来控制膜的形成,而且能够确保沸石晶粒只在载体表面生长而不在溶液中生长,有效限制了杂晶的出现,同时还可提高合成膜的质量及制备膜的重复性。要制备高质量的沸石膜关键在于将晶种均匀地涂覆在载体表面形成一层薄而
均匀的晶种层。本文设计的装置就达到了这样效果。 2.工作原理
以往晶种涂覆是用手工完成的,通过手工把晶种探如支撑体表面,然后进行研磨,使晶种均匀的涂覆在支撑体表面,这种方法涂覆速度慢,质量不稳定,不适合大规模生产。本文采用先湿润支撑体然后喷涂晶种同时摩摄模仿手工涂数的原理,即事先把支撑体润湿,然后在旋转的支撑体表面上喷涂晶种溶液,并通过直线机构带动摩擦机构对晶种层反复摩擦,将晶种分散到支撑体表面从而形成一层薄而均匀的晶种层。该装置结合自动化控制技术,实现了NaA沸石膜大规模生产中晶种的
快速涂敷,同时也有效的提高了膜的性能和质量。 3.主要参数和结构
(1)主要技术参数
①可同时涂覆4支支撑体的情况下,每小时加工60 支膜管。(2)加工支撑体的规格为800mm-1000mm的不锈钢管或者陶瓷管。涂膜合格率在98%以上。(4外形尺寸:1785mm×1000mm×850mm。5装机容量:1KW,其中旋转系统用调速电机250VV.直线运动系统用伺服电机为 750W。6直线运动系统用滚珠丝杠为40mm×40mm
(2)主要结构
方方数据
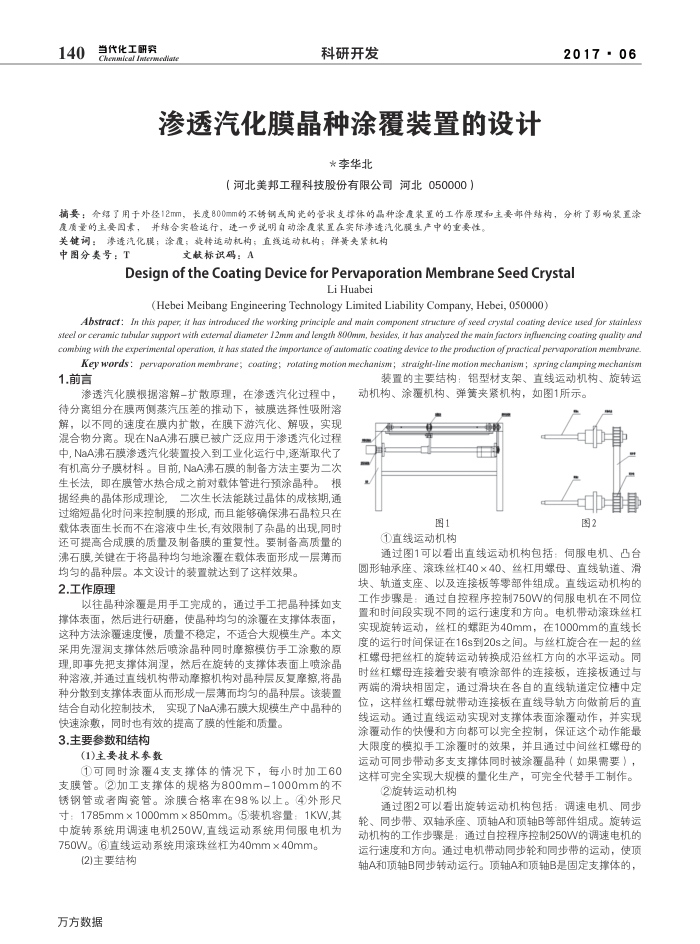
装置的主要结构:铝型材支架、直线运动机构、旋转运动机构、涂覆机构、弹簧夹紧机构,如图1所示。
产
业持
图1
①直线运动机构
图2
通过图1可以看出直线运动机构包括:伺服电机、凸台圆形轴承座、滚珠丝杠40×40、丝杠用螺母、直线轨道、滑块、轨道支座、以及连接板等零部件组成。直线运动机构的工作步骤是:通过自控程序控制750WV的伺服电机在不同位置和时间段实现不同的运行速度和方向。电机带动滚珠丝杠实现旋转运动,丝杠的螺距为40mm,在1000mm的直线长度的运行时间保证在16s到20s之间。与丝杠旋合在一起的丝杠螺母把丝杠的旋转运动转换成沿丝杠方向的水平运动。同时丝杠螺母连接着安装有喷涂部件的连接板,连接板通过与两端的滑块相固定,通过滑块在各自的直线轨道定位糖中定位,这样丝杠螺母就带动连接板在直线导轨方向做前后的直线运动。通过直线运动实现对支撑体表面涂覆动作,并实现涂覆动作的快慢和方向都可以完全控制,保证这个动作能最大限度的模拟手工涂覆时的效果,并且通过中间丝杠螺母的运动可同步带动多支支撑体同时被涂覆晶种(如果需要)》,这样可完全实现大规模的量化生产,可完全代替手工制作。
2旋转运动机构
通过图2可以看出旋转运动机构包括:调速电机、同步轮、同步带、双轴承座、顶轴A和顶轴B等部件组成。旋转运动机构的工作步骤是:通过自控程序控制250VV的调速电机的运行速度和方向。通过电机带动同步轮和同步带的运动,使顶轴A和顶轴B同步转动运行。顶轴A和顶轴B是固定支撑体的,
上一章:微波技术在酯化反应中的应用
下一章:羟基磷灰石生物陶瓷材料发展与应用