您当前的位置:首页>论文资料>双模控制在紧包光纤放线装置中的应用
内容简介
 数事共本与变用
数事共本与变用应用研究
双模控制在紧包光纤放线装置中的应用
于仲安季通亮王春丽
(江西理工大学电气工程与自动化学院江西赣州341000)
因。本文采用双模控制算法对紧包光纤放线速度进行控制,从而达到对放线张力的调节,并用matlab软件进行仿真分析,终达到了良好效累。
关键调:双模控制放线张力放线速度
中图分类号:TP273
文献标识码:A
文章编号:1007-9416(2013)05-0071-03
目前软光缆在生产过程中主要出现了两个问题:(1)紧包光纤在放线时跳出导轮,将内部光纤打断。(2)采用同一种生产工艺生产的产品,最后光纤测试的结果却相差较大。经过对设备进行研究以及对光缆解分析发现,出现上述问题主要是因为紧包光纤放线装置控制系统存在问题。在生产时,高速旋转的绞笼最快达到上百转,由于纹笼旋转时动态放线张力不稳定,很容易造成紧包光纤在离心力作用下甩出导轮外,将紧包光纤打断。紧包光纤放线张力的不均勾也容易造成光纤在光缆内部存在残余应力,使光纤附加损耗增加。以上问题严重影响了软光缆的产品质量及合格率,本篇文章就是为解决此问题面进行的研究。
1紧包光纤放线装置的控制现状
软光缆的生产速度一般为25m/mn,该速度取决于牵引装置的速度,紧包光纤采用主动放线,每个放线单元均为独立闭环控制系统。在放线过程中张力感应机构检测票力大小并将张力传感器输出的4-20mA电流通过PROFIBUS-DP现场总线技术反馈到PLC 中,反馈信号与设定的张力信号进行比较,得到的偏差信号通过
PID控制
对象
模期控制
图1双模控制原理图启动
★
检测率引速度
检测器包光纤故线速度V
计算两者的速度差,VV-Iv.―v.
44 N
调用PID控制
Y
图2系统控制流程图
调整景包光纤放线速度调用模输控制
PLC中的PID控制器进行运算后输出的控制量来改变紧包光纤的放线速度,如果张力感应机构采集到的张力信号大于PLC设定的张力信号,控制系统将加快放线速度,以减小紧包光纤的放线张力。反之,控制系统将减慢放线速度,从而实现对紧包光纤放线需力的调节。生产速度变化不大时这种控制方式能很好的满足生产要求,若生产速度变化较大时紧包光纤的放线速度并不能迅速做出调节,这样很容易出现紧包光纤所受张力突然发生化而导致上述提到的生产间题。
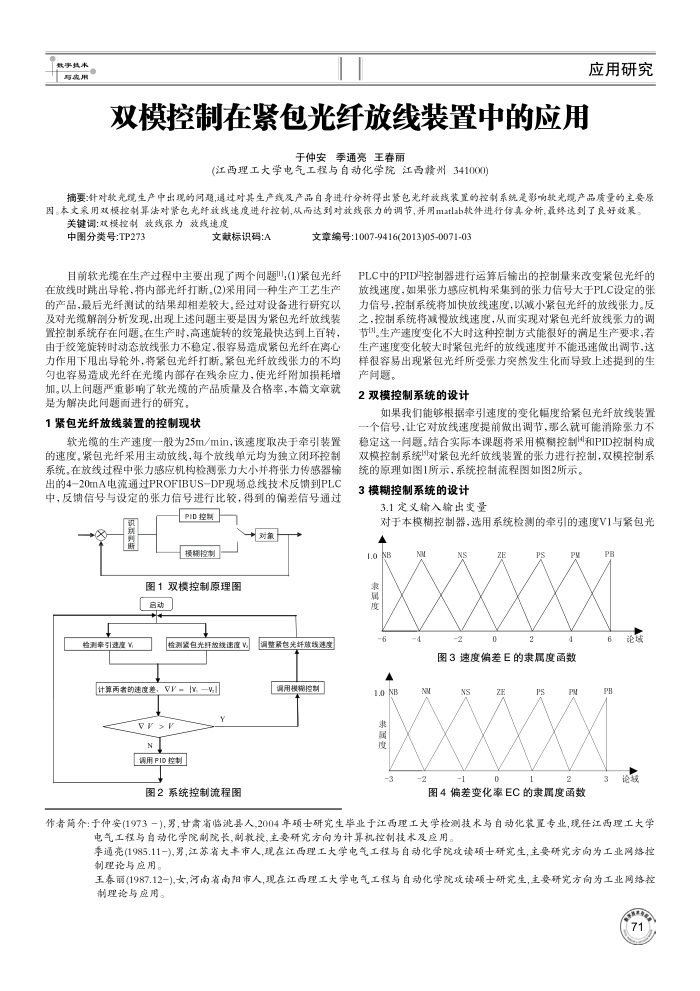
2双模控制系统的设计
如果我们能够根据牵引速度的变化幅度给紧包光纤放线装置个信号,让它对放线速度提前做出调节,那么就可能消除需力不
稳定这一间题。结合实际本课题将采用模糊控制和PID控制构成双模控制系统"对紧包光纤放线装置的张力进行控制,双模控制系
统的原理如图1所示,系统控制流程图如图2所示。 3模糊控制系统的设计
3.1定义输入输出变量
对于本模糊控制器,选用系统检测的牵引的速度V1与紧包光
1.0 NB 求展度
1.0 NB 费属度
NN 4
-2
2
2
图3速度偏差E的隶属度函数
1
0
图4偏差变化率EC的隶属度函数
P
论 6
PE 3
作者简介:于仲安(1973一)男,甘高省临洮县人,2004年硕士研究生毕业于江西理工大学检测技术与自动化装置专业,现任江西理工大学
电气工程与自动化学院制院长,制教授,主要研究方向为计算机控制技术及应用。
季通亮(1985.11一),男,江苏省大车市人,现在江西理工大学电气工程与自动化学院攻读硕士研究生,主要研究方向为工业网络控制理论与应用
王泰丽(1987.12-),女,河南省南阳市人,现在江西理工大学电气工程与自动化学院攻读顾士研究生,主要研究方向为工业网络控制理论与应用。
上一章:基于F-P滤波器的光纤光栅解调系统设计
下一章:结构化p2p路由协议的改进