您当前的位置:首页>论文资料>RS485串行通讯在自动生产线上的应用
RS485串行通讯在自动生产线上的应用
内容简介
 ・通信技术・
・通信技术・数字技术与应用
RS485串行通讯在自动生产线上的应用
果廷魁
(山西机电职业技术学院山西长治046011)
摘要;本文基于MEWNET-WO通讯协议,设计了插有RS485通讯插卡的PLC系统之间进行通讯的控制方案及其实现过程利用RS485串行通讯网络对中小型系统进行控制具有方便可靠,投资小的特点,而且设计的系统具有较好的灵活性和可扩展性,可板大地提高系统的自动化程度。
关键调:PLCRS485事行通讯生产线
中图分类号:TP29
文献标识码:A
1RS485串行通讯在自动生产线
上的应用
随着工业自动化技术的不断发展,PLC 在系统中的应用功能已经不再局限于单机控制,而趋向于几台PLC之间或PLC与上位机之间的联网控制。在许多工业环境中,要求用最少的信号连线来完成通信任务。日前对于中小型生产线而言广泛应用的是RS-4 85串行接口总线,RS-485支持半双工通信,分时使用一对双绞信号线进行发送或接收,用于多站互联时实现简单,节省材料.可以满足高速远距离传送,构成分布式网络控制系统十分方便。本文以YL335-A自动生产线实训考核装备为例,阐述RS485串行通讯在PLC联网中的具体应用。
输送站 p
传德找路
文章编号:10079416(2011)02-0021-02
单元的抓取机械手装置将工件抓取送往其
2、自动生产线硬件介绍 2.1系统组成
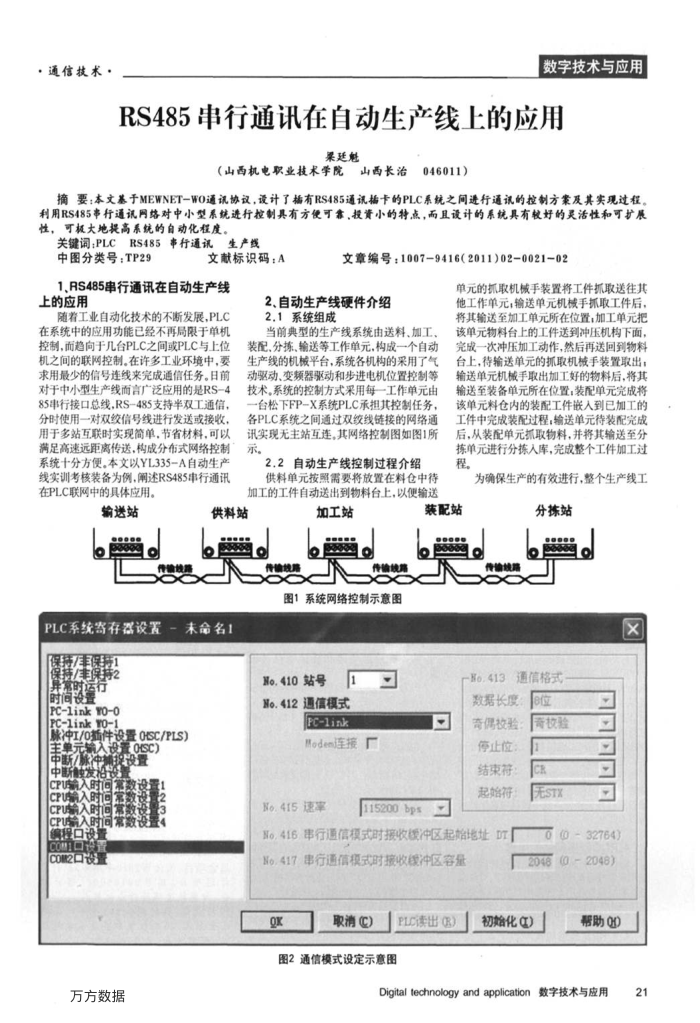
当前典型的生产线系统由送料、加工、装配分、输送等工作单元,构成一个自动生产线的机平台,系统各机构的采用了气动驱动、变频器驱动和步进电机位置控制等技术,系统的控制方式采用每一工作单元由一台松下FP-X系统PLC承担其控制任务,各PLC系统之间通过双绞线链接的网络通讯实现无主站互连,其网络控制图如图1所
承
2.2自动生产线控制过程介绍
供料单元按照需要将放置在料仓中待加工的工件自动送出到物料台上,以便输送
供料站 o.
传编线路
加工站
传编线路
图1系统网络控制示意图
PLC系统寄存器设置-未命名1
保持保持2
-1inkvO-0 linkYO-
冲I/0插件设置OSC/PLS)
AN 万方数据
OSC)
Ho.410站号 No.412通信式
PC-link
Moden连接厂
No.415速率
他工作单元,输送单元机械手抓取工件后,将其输送至加工单元所在位置,加工单元报该单元物料台上的工件送到冲压机构下面,完成一次冲压加工动作,然后再送回到物料台上,待输送单元的抓取机械手装置取出,输送单元机械手取出加工好的物料后,将其输送至装备单元所在位置,装配单元完成将该单元料仓内的装配工件嵌入到已加工的工件中完成装配过程,输送单元待装配完成后,从装配单元抓取物料,并将其输送至分栋单元进行分栋入库,完成整个工件加工过程
为确保生产的有效进行,整个生产线工
装配站 poe.
传编线路
分栋站 889
区
-Bo.413通信格式
数据长度
区
15200bps
壳偶校验停止位结束符起始符
No.416串行通信模式时接收缓冲区起始地址DT
No,417串行通信模式时接收线冲区容量
OK
取消(C)
PLC读出(R)
图2通信模式设定示意图
8位
奇校验
CE 无STX 0
2048 初始化)
国口回
32764)
6
-2048 帮助
Digital technologyandapplication数字技术与应用
21
上一章:无线驱鸟炮系统设计与实现
下一章:一种通用型无线传感器节点架构