您当前的位置:首页>论文资料>重钢中厚板厂4100mm轧机HAGC系统
内容简介
 数学执车与率用
数学执车与率用数控技术
重钢中厚板厂4100mm轧机HAGC系统
李青
(重钢集团电子公司重庆400080)
摘要:概述了HAGC系统的现状,重钢中厚板厂4100mm轧机HAGC系统的组成与功能、工作机制与数据流,阐速了重钢中厚板厂应用HAGC系统实现厚度自动控制的过程。重点介绍了重钢中厚板厂4100mm轧机PCS系统备的物料跟踪、数据通试、数据库管理及工艺设定四大功能,以及重钢中厚板厂机机过程计算机控制逐辑。
关键词:中厚板4100mm轧机HAGC系统厚度自动控制PCS系统
中图分类号:P7
文献标识码:A
应重庆政府对节能减排、产业布局和战略规划的要求,重钢集团主体产业陆续搬迁至重庆市长寿区,主导产品增加1780mm薄板和4100mm中厚板两种,新建重钢1780和中厚板厂,并于2009年投产
重钢中厚板厂采用双机架四辑可逆轧机,使用东北大学建立的自动化设备,控制机械及波压系统完成辑缝设定,以实现厚度自动
控制功能。 1概述
HAGC系统是上个世纪80年代才逐步发展起来的一项板厚控制技术。现代中厚板(卷)轧机的辑缝调节方式主要有3种:上装式 HAGC系统.下装式HAGC系统.全液压压下HAGC系统。
重钢中厚板厂采用电动压下+液压缸下装式HAGC系统。液压缸安装在轧机牌坊的底部,下支承辑轴承座的上面,传动侧和操作侧各一个,用于板厚自动控制及轧制线的动态调节。中厚板厂 4100mm精轧机保留了阶梯垫装置,通过不同厚度的阶梯垫板及液
压缸的行程共同实现对轧辑磨损的补偿及动态辑缝的调节。 2组成与功能
重钢中厚板厂HAGC系统由一级控制系统(PLC及TDC),人机界面系统(HMI),二级过程控制系统(PCS)组成。PLC/TDC的工作是接收操作员的操做指令,并将操做指令下达到对应的需要控制的设备。HMI显示关键设备的状态,运行参数,连接二级过程机和 PLC/TDC。
二级过程控制系统的功能包括:与其它系统的通讯功能,实现
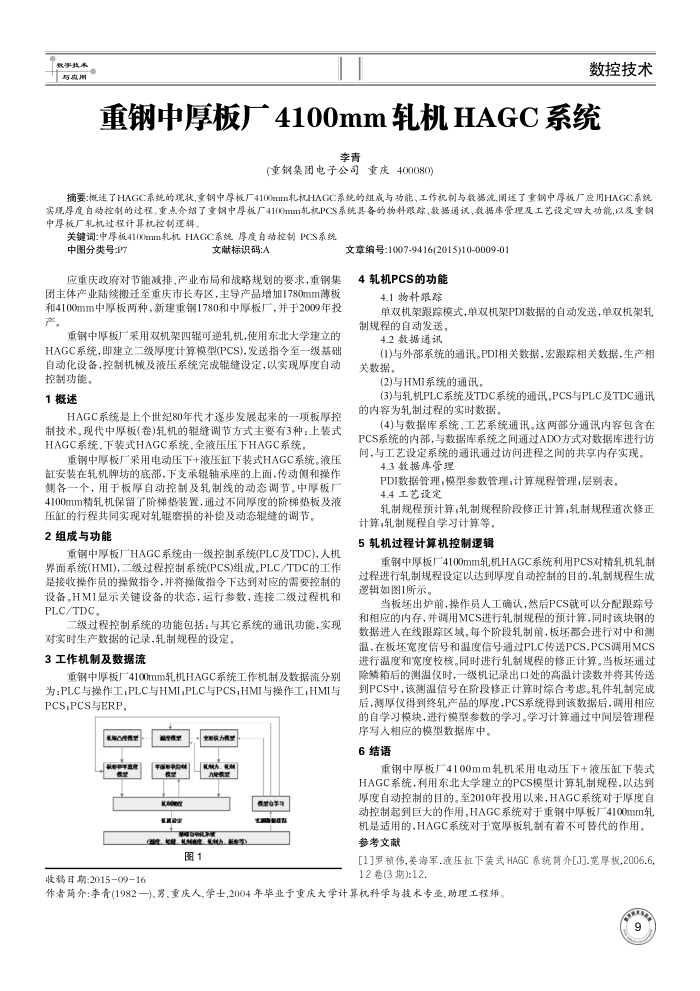
对实时生产数据的记录,轧制规程的设定。 3工作机制及数据流
重钢中厚板厂4100mm轧机HAGC系统工作机制及数据流分别为:PLC与操作工,PLC与HMI,PLC与PCS,HMI与操作工,HMI与 PCS,PCS与ERP。
聚型#e甲学产微量
品生推型 Kaer 质堂
女期统力限型核力,核
eet
我学 TEOB
(益皮、在线、礼6皮、力、我器)
图1
收稿日期:2015-09-16
文章编号:1007-9416(2015)10-0009-01 4轧机PCS的功能
4.1物料跟踪
单双机架跟踪模式,单双机架PDI数据的自动发送,单双机架轧制规程的自动发送。
4.2数据通讯
(1)与外部系统的通讯。PDI相关数据,宏跟踪相关数据,生产相关数据。
(2)与HMI系统的通讯。
(3)与轧机PLC系统及TDC系统的通讯PCS与PLC及TDC通讯的内容为轧制过程的实时数据。
(4)与数据库系统、工艺系统通讯。这两部分通讯内容包含在 PCS系统的内部,与数据库系统之间通过ADO方式对数据库进行访问,与工艺设定系统的通讯通过访间进程之闻的共享内存实现。
4.3数据库管理
PDI数据管理,模型参数管理,计算规程管理,层别表。 4.4工艺设定
轧制规程预计算,轧制规程阶段修正计算,轧制规程道次修正
计算,轧制规程自学习计算等。 5轧机过程计算机控制逻辑
重钢中厚板厂4100mm轧机HAGC系统利用PCS对精轧机轧制过程进行轧制规程设定以达到厚度自动控制的目的,轧制规程生成逻辑如图1所示。
当板坏出炉前,操作员人工确认,然后PCS就可以分配跟踪号和相应的内存,并调用MCS进行轧制规程的预计算,同时该块钢的数据进人在线跟踪区域,每个阶段轧制前,板坏都会进行对中和测温,在板坏宽度信号和温度信号通过PLC传送PCS,PCS调用MCS 进行温度和宽度校核。同时进行轧制规程的修正计算。当板坏通过除鳞箱后的测温仪时,一级机记录出口处的高温计读数并将其传送到PCS中,该测温信号在阶段修正计算时综合考患。轧件轧制完成后,测厚仪得到终轧产品的厚度,PCS系统得到该数据后,调用相应的自学习模块,进行模型参数的学习。学习计算通过中间层管理程
序写人相应的模型数据库中。 6结语
重钢中厚板厂4100mⅡ轧机采用电动压下+液压缸下装式
HAGC系统,利用东北大学建立的PCS模型计算轧制规程,以达到厚度自动控制的目的。至2010年投用以来,HAGC系统对于厚度自动控制起到巨大的作用,HAGC系统对于重钢中厚板厂41mm轧机是适用的,HAGC系统对于宽厚板轧制有着不可替代的作用。参考文献
[1]罗祯伟.姜海军.液压缸下装式HAGC系统简介[J].宽厚板,2006.6, 12卷(3期):12.
作者简介:季青(1982一),男,重庆人,学士,2004年毕业于重庆大学计算机科学与技术专业,助理工程师
上一章:采用激光诱导击穿光谱技术测定合金钢中锰和硅的含量
下一章:自动轧钢机控制系统设计