对冷轧酸洗线带钢卷取张力控制的一种电气传动改造方法
内容简介
 ・科技创新
・科技创新数字技术与应用
对冷轧酸洗线带钢卷取张力控制的一种电气传动改造方法
杨帆
(重钢集团电子有限责任公司
重庆
400016)
要酸洗在冷轨工艺中主要是清除带钢表面氰化铁,为轧机提供合格坏料。推拉式酸洗线卷取张力根据工艺需求,对于规格
各异的钢卷要求可以调整张力的大小,在每卷卷取中又要保持张力的慎定。
本文通过对重钢冷轧厂酸洗线工艺及控制程序和电气传动的分析,提出一种通过能改传动装置参数,配合PLC程序和HMI西面,实现由上位机经过通讯远程调整张力辑电机电流的办法,案控制张力辑电机电磁转矩变化,达到控制卷取张力的目的。
该张力控制方案经现场调试,生产实施后很大程度提高了酸洗线张力控制的自动化水平,并对酸洗线二期的自动化方案设计具有借鉴意义,
[关健词]酸洗线[中图分类号]TP
1引言
带钢卷取
张力控制
电气传动
[文献标识码]A
PLC(逻辑可编程控制器)
[文章编号]1007-9416(201002-0043-03
不同的钢卷都用同样的力卷取,造成收卷有时很紧难以开卷,有时很松需要重卷,张
重钢冷轧厂推拉式酸洗线是2003年从
美国EBF工厂引进的。该生产线既没有安装卷取张力检测装置,也没有在程序设计中考虑引入张力调节手段,所以其张力大小是通过在张力辑直流传动装置里设置固定值来实现,一且手动设定好就不能通过 PLC远程调整。张力不能自动调整使规格
2# 张
力机
力机
1# 张力机
8 下够光电开关上
卷取机
PLC Centroller Output Image Tabp GroupNumb Fu
Hai
101234567
074 1/5 2/6 3/7
活套
力不恒定,使得带钢收卷松紧不一,影响可逆轧制时两边卷取电机张力的平衡和速度的匹配,也使得带钢客易跑偏,造成传动装需堵转跳闸,影响生产的顺利进行。
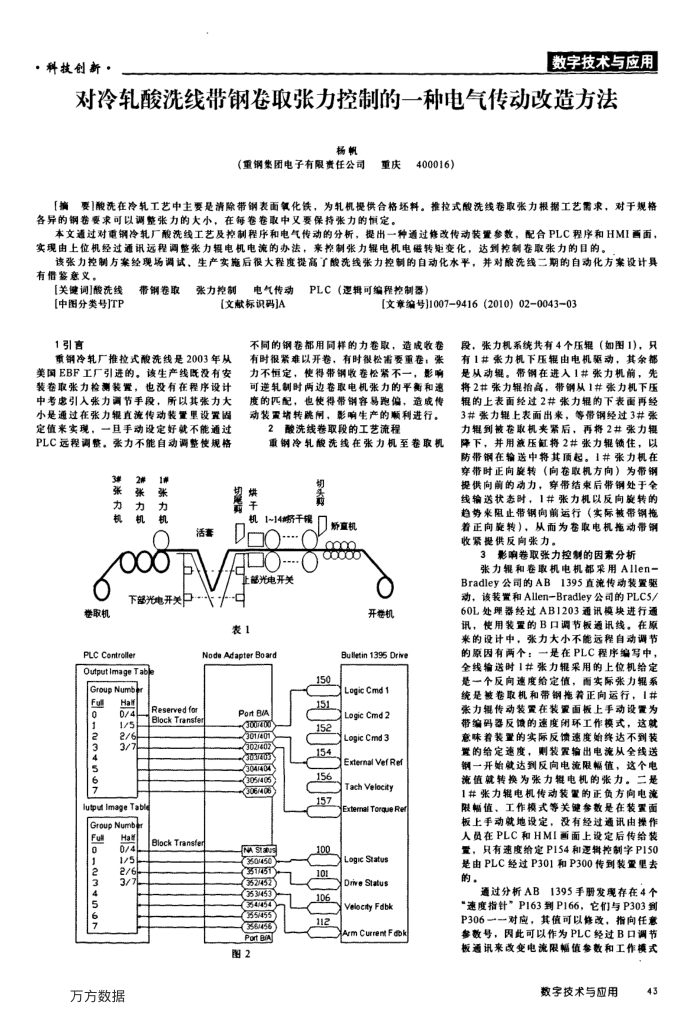
酸洗线卷取段的工艺流程 2
重钢冷轧酸洗线在张力机至卷取机
器干
切头剪
机1~14干饿
新室机
上能光电开关 C
表1
Node Adapter Board
Reserved for BlockTransfer
aeletewinen GroupNumb
Har Fut
01234567
074 1/5 2/6 3/7
万方数据
Block Transfe
Pont BA 04 3011401 302402 303403 Sonon Oiso 306/406
NA Stans(350/450) 38517457 352452 353453 4454 1855455 356456 Port BIA 图2
150 151 152 154 156 157
100 101 106 112
开卷机
Bulletin 1395 Drive
Logic Cmd 1 Logic Cmd 2 LogicCmd3 ExternalVefRef Tach Velocity Extermai Torque Ref
Logic Status DriveStatus VelectyFdbk ArmCurrentFdbk
段,张力机系统共有4个压辑(如图1),只有1#张力机下压辑由电机驱动,其余都是从动辑。带钢在进人1#张力机前,先将2#张力辑抬高,带钢从1#张力机下压辑的上表面经过2#张力辑的下表面再经 3张力辑上表面出来,等带钢经过3#张力辑到被卷取机夹紧后,再将2#张力辑降下,并用液压缸将2#张力辑锁住,以防带钢在输送中将其顶起。1#张力机在穿带时正向旋转(向卷取机方向)为带钢提供向前的动力,穿带结束后带钢处于全线输送状态时,1#张力机以反向旋转的趋势来阻止带钢间前运行(实际带钢拖着正向旋转),从而为参取电机拖动带钢收紧提供反向张力。
3
影响卷取张力控制的因素分析
张力辑和卷取机电机都采用Allen-Bradley公司的AB1395直流传动装置驱动,该装置和Allen-Bradley公司的PLC5/ 60L处理器经过AB1203通讯模块进行通讯,使用装置的B口调节板通讯线。在原来的设计中,张力大小不能远程自动调节的原因有两个:一是在PLC程序编写中,全线输送时1#张力辑采用的上位机给定是一个反向速度给定值,面实际张力辑系统是被卷取机和带钢拖差正向运行,1# 张力辑传动装置在装置面板上手动设置为带编码器反馈的速度阴环工作模式,这就意味着装置的实际反馈速度始终达不到装置的给定速度,则装置输出电流从全线送钢一开始就达到反向电流限幅值,这个电流值就转换为张力辑电机的张力。二是 1#张力辑电机传动装置的正负方向电流限幅值、工作模式等关键参数是在装置面板上手动就地设定,没有经过通讯由操作人员在PLC和HMI画面上设定后传给装置,只有速度给定P154和逆辑控制字P150 是由PLC经过P301和P300传到装置里去的。
1395手册发现存在4个
通过分析AB
"速度指针P163到P166,它们与P303到 P306对应,其值可以修改,指向任意参数号,因此可以作为PLC经过B口调节板通讯来改变电流限幅值参数和工作模式
数字技术与应用
43